
Vero Edgecam(零件加工)
v2021.0.2019 免费版- 软件大小:5.92 GB
- 软件语言:英文
- 更新时间:2024-09-21
- 软件类型:国外软件 / 机械电子
- 运行环境:WinXP, Win7, Win8, Win10, WinAll
- 软件授权:免费软件
- 官方主页:
- 软件等级 :
- 介绍说明
- 下载地址
- 精品推荐
- 相关软件
- 网友评论
Vero edgecam 2021是一款专业的CAD、CAM软件,用户可以在软件上设计各种机械零件,在软件设计各种模具,设计完毕就可以在软件直接设计加工方案,将项目添加到机床设备上使用,在软件上模拟加工,在机器的图形表示中观察正在加工的零件等,方便后期优化加工流程;允许导入零件设计几何图形,您可以将其他软件设计的零件添加,例如从todesk/' target='_blank'>autodesk inventor、SOLIDWORKS、catia V5、Solid Edge等软件添加零件加工,需要就可以下载体验!
新版功能
制造增强功能
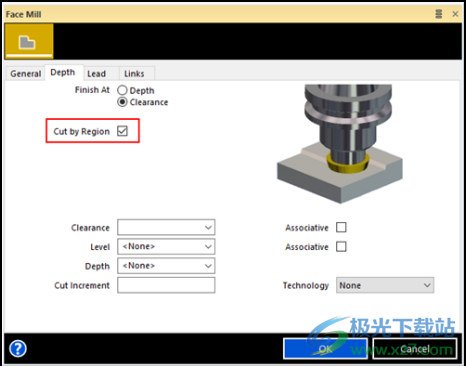
面铣刀-增加了按区域切割
因为面铣可以识别当前的库存,所以该循环可以用于加工不同凸台的顶部区域。然而,以前,切割没有正确的顺序,工具可能会在不同区域之间跳跃,导致许多不必要的移动。
对于此版本,在面铣刀循环的“深度”选项卡中添加了“按区域切割”选项,使该循环能够在进入下一个凸台之前加工每个凸台的所有道次。
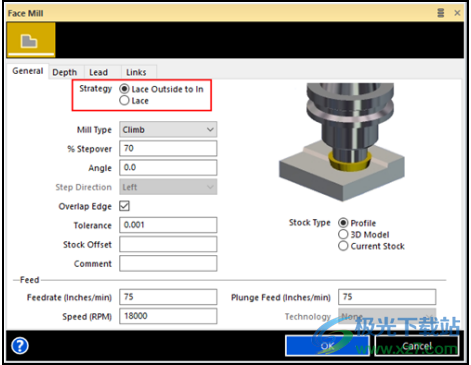
Face Mill-增加了从外到内的策略
对于本版本,已在Face Mill周期的General(常规)选项卡中添加了一个Strategy(策略)选项,使您能够在以下选项之间进行选择:
•从外到内的系带-允许工具从外边缘向内朝零件中间切割。
•Lace-以前版本中使用的平行Lace图案。
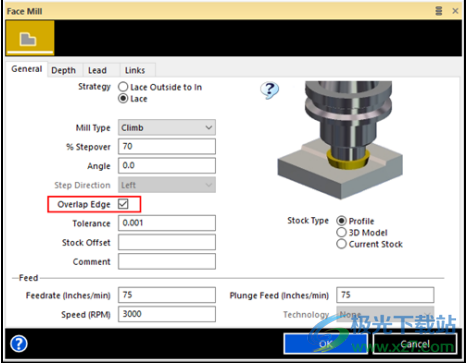
端面铣刀-增加了重叠边缘
以前,坯料偏移用于确保面铣刀循环刀具在坯料边缘上切割,但这也意味着切割长度增加。
对于此版本,“面铣刀”循环中的“常规”选项卡中添加了一个“重叠边缘”选项,该选项通过在不增加循环时间或超过跨步的情况下重新分配道次来调整最后一道次以重叠远边缘。
默认情况下会选中该选项,并且已删除以前默认的“库存偏移”值(0.5 mm或0.2 in),以避免不必要地增加切割长度
仿形-支持燕尾形工具
对于此版本,我们在评测周期中添加了对Dovetail工具的支持:
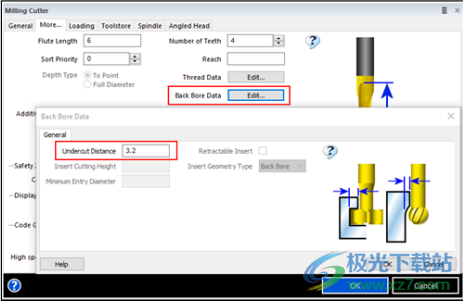
•必须在“铣刀”对话框(更多…选项卡)的“后孔数据”部分中设置咬边距离,方法与T形槽或棒棒糖刀具相同。
•在“轮廓”对话框中,必须选择“常规”选项卡上的“拾取实体面”和“控制”选项卡上“咬边”。
•可以使用实体或面特征并处理边界。
•您需要选择要加工的面。
索引-支持高级平面转换
当分度到通常需要与机床轴线对齐的工作平面时,EDGECAM将使其保持当前方向,并相对于该平面移动和循环。
“索引”对话框的“常规”选项卡中添加了一个新的“使用高级平面”选项,选中该选项后,将不会将工作平面与机床轴对齐,而是为角差设置一个称为WPROTATION的系统变量。值为0表示工作平面已对齐或已对齐,因此无需在NC文件中输出旋转。这有以下好处:
•如果需要探测零件的位置和角度,则可以手动或使用探测程序轻松更新控制器偏移。
•与图纸相关的程序。
•更易于阅读NC。

MTM机器上可提供倾斜头
以前,斜角头仅适用于铣削模板。现在已经扩展到基于MTM的模板

倾斜刀具的车削/动态测量点
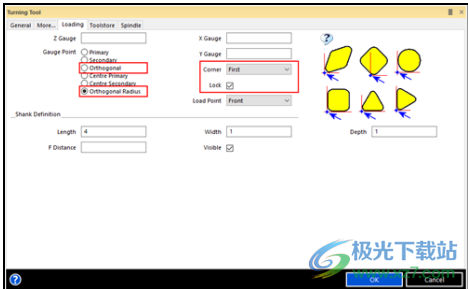
当旋转插入件(和柄)时,系统将自动检测测量点,但有时用户可能希望使用不同的角。因此,为了控制测量点,本版本增加了额外的控件:
•转角和锁定修改器已添加到“车削工具”对话框的“加载”选项卡中,当使用“正交半径”和“正交半径测量点”选项时,这些修改器可用。
•新的修改器将适用于所有方向的所有类型的插入件。
精加工槽-添加了二次引入/引出
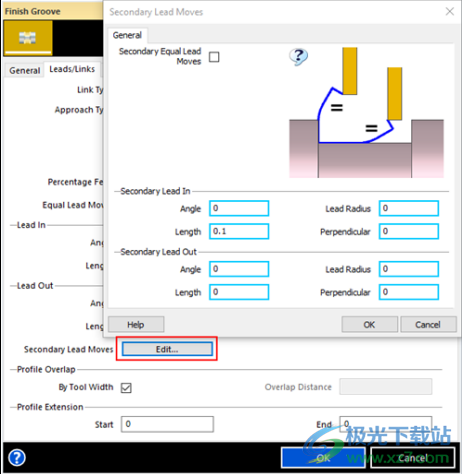
“完成坡口”周期的“引线/链接”选项卡上现在提供了“次要引线移动”。
以前,在使用精加工槽循环时,无法控制第二次切割的引入和引出移动:
•为了更好地控制刀具在第二次切割时的运行方式,我们现在添加了二次引入和二次引出选项。
•最初的引入和引出选项继续控制循环的第一次切割。
•由于大多数用户都希望第二个修饰符与第一个修饰符相同,因此我们使所有第二个修改器都跟随第一个修饰符,从而无需更改这两个值。这是通过使用对话框中的公式来实现的。
电线设置-添加了“创建口袋粗略标记和完成文件”预定义策略
“创建口袋粗略标记和完成文件”预定义策略已添加到“导线设置”对话框的“常规”选项卡中。
选择此策略时,将生成四个独立的NC文件:
•袋装文件。
•留下标记的粗略传递文件。
•标记传递文件以删除标记。
•包含精加工道次的精加工文件。

软件特色
EDGECAM检查改进
作为EDGECAM Inspect持续改进的一部分,已经实施了一些改进:
•编辑多个功能
重新引入了“编辑属性”对话框。此对话框允许用户覆盖所有选定功能的特定属性。拾取多个要素时将显示该对话框。
•使用“编辑”命令更改图层和颜色
通过此改进,可以在使用“编辑特性”对话框时更改选定要素的图层和颜色。
•投影对话框
EDGECAM Inspect中重新引入了Inspect Linear Array(检查线性阵列)和Regular Array(矩形阵列)对话框。
•用于Inspect特性和功能的PCI记录
PCI-JS的记录已在EDGECAM Inspect中执行。和PCI JS现在可以记录所有功能类型和Inspect命令
•移动多个点并复制
EDGECAM“检查移动”命令已得到改进,您现在可以使用不同的方法移动特征:
•如果您从屏幕上选择功能,系统将提示您选择以前的新位置。
•如果从要素浏览器中选择一个要素或多个要素,将显示一个对话框,其中包含三个“操作”选项(“平移”、“移动到”和“偏移”)和一个“复制”选项,该选项将使用所选操作创建要素的副本。
•构造锥形
可以使用一个新的构造特征,该特征可以由圆形特征(圆柱体、圆锥体、孔)构造。使用此功能,用户可以评估多个面的圆锥度/圆柱度。
•支持未对准的电弧
以前,Inspect特征的特征引擎不支持未对齐的圆弧。此问题现已解决,现在可以在与指定特征的平面不同的平面中绘制圆弧。
使用方法
1、下载软件以后直接解压全部文件,随后打开m-vedc21.iso
2、双击StartHere.hta就可以启动安装引导工具

3、点击EDGECAM就可以弹出安装的引导界面
4、接受软件的协议内容,进入下一步就可以开始安装
5、设置软件的安装地址C:Program FilesHexagonEDGECAM 2021.0
6、软件已经安装结束,可以点击完成

7、需要启动EDGECAM 2021.0 License Manager一次

8、启动以后自动创建一个许可目录,将其关闭
9、随后打开MAGNiTUDE文件夹,将补丁lservrc复制到许可目录C:ProgramDatavero softwareclsN14--1XQT8HAXRSC6UKF

10、这样EDGECAM 2021.0软件就可以正常使用了
官方教程
端面铣削概述
面铣削图标
机械加工►其他铣削周期►“铣削周期”菜单► 端面铣刀

使用此循环可以生成一个在水平平面上具有一系列直的平行切割的刀具路径。
对于XY边界,可以选择链接实体的循环,也可以选择连续实体或特征。(例如,如果选择凸台特征,则将对凸台的顶面进行机加工。)
对于Z边界,可以指定平面的最大和最小Z值,以及平面之间的“剪切增量”间距。
支持嵌套边界,如果选择开放边界或重叠边界,将显示警告消息。
没有凿痕检查,因此可以对相邻的墙壁进行机械加工。(除非您正在加工平面特征,否则在这种情况下,会对“邻居”进行凿痕检查,并且循环可能无法生成-请参阅详细信息。)
对于凿痕检查,您可以使用平地修整循环。
“面铣削”对话框-“常规”选项卡
重新选择几何图形和坐标输入
只有在编辑2013 R2之前尚未重新生成的周期时才会看到此情况。
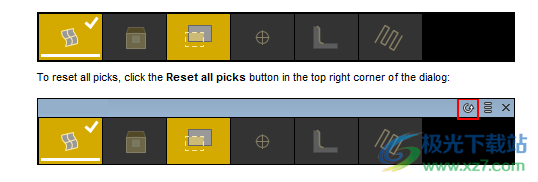
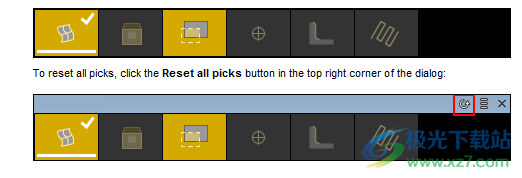
选中“重新选择几何图形和坐标输入”选项,然后单击“确定”。现在,您将逐一完成循环输入(特征、起点/终点、边界等)-您正在编辑的元素在序列浏览器中以黄色突出显示。重新选择要编辑的周期输入。另请参见拾取周期输入。
要编辑新周期,请选择对话框顶部的标题“拾取”:
策略
选择以下选项之一:
从外到内的蕾丝
允许工具从外部边缘向零件的中间进行切割。
网眼织物
平行蕾丝图案。
磨机类型
选择以下选项之一:
攀登
刀具在轮廓的左侧切割-材料在刀具行进方向的右侧。
工具总是朝同一方向切割。
依照惯例的
轮廓右侧的刀具切口-材料在刀具行进方向的左侧。
工具总是朝同一方向切割。
优化
交替切割方向交替。
这减少了刀具行程,因为它在完成最后一次切割的同一端开始每次切割。
%Stepover
道次之间的最大间距占刀具“小直径”的百分比。
小直径是指工具端面的直径。这是ToolStore中facemill工具的显式设置。对于立铣刀,这是刀具直径减去拐角半径的两倍。
如果“小直径”为零(球头工具),则跨步基于工具“直径”。
在刀具路径中向下调整跨步,以确保通道之间的间距均匀。
角
系带角度(以度为单位)。默认值为0度。
步长方向
当“磨机类型”设置为“优化”(如果“磨机类型》未设置为“最优”,则不可用)时,指定第一次切割的切割侧(以及方向)。ClosedSee插图。。。
重叠边缘
在不增加循环时间或超过跨步的情况下,通过重新分配传球来调整最后一次传球,使其与远边缘重叠。
容忍
控制加工精度。指定数学正确刀具路径宽度上的距离带,在该距离带内可以生成实际刀具路径实体。较小的值会导致更精确的完成,但系统需要更长的时间来生成刀具路径。
库存类型
库存是需要移除的材料。使用此设置可以控制其派生方式。
对于大多数选项,库存不是实际的预定义库存,而是从其他几何体派生的(例如定义口袋的线框轮廓内部-请参见详细信息)。这用于刀具路径的一次性计算。但是,“当前库存”设置确实会动态使用预定义的库存-有关详细信息,请参阅下文。
选择以下选项之一:
轮廓
您可以选择一个闭合的二维轮廓来表示库存。这可以包括线框几何体或特征的边。
轮廓由循环的“深度”值投影以生成体积。关闭参见插图。
三维模型
系统会提示您选择实体模型、曲面或STL模型来表示库存体积。
库存模型可以表示不是成品零件的简单偏移的铸造、锻造或预加工材料。关闭参见插图。
库存也可以是“更新库存”命令中的STL模型库存(请参阅详细信息)。“当前库存”设置(如下)也使用STL模型库存,但使用此3D模型设置会产生不同的结果:·库存没有动态链接,因此刀具路径保持固定。·如果删除“更新库存”命令,则需要重新指定库存,因为STL库存也会被删除。
当前库存
使用现有库存的项目。
如果有几个库存项目,这将自动确定。例如,它将是与输入实体几何图形相交的坯料(实际上,这将是围绕零件实体几何图形的坯料)。
将有一个到该库存的动态链接,因此刀具路径可以保持最新,以了解以前加工对库存的影响。有关详细信息,请参见“更新库存”命令。
周期级别会自动调整为所选特征正上方的当前库存高点的级别。
库存抵销
刀具路径边界偏移到选定边界外部或内部(负值)的距离。您只能指定最大刀具半径以内的内部偏移。默认值为0.5mm/0.02英寸,以确保最后一道工序不会留下未加工的切条。
议论
键入有用的信息。
“车床设置”对话框-“卡盘设置”选项卡
使用此选项卡可以编辑您的设置,以便准确地表示卡盘夹持零件的方式。例如,这将有助于检查工具和夹头之间是否发生碰撞。
请注意,此选项卡设置卡盘的初始特性值。如有必要,您可以使用机器设置窗口和属性窗口更改这些属性。例如,卡盘夹头夹持直径和零部件夹持直径设置组合起来设置卡盘的夹头直径属性;如果你的库存固体的直径比你想象的要大,你可以增加这个值。EDGECAM允许您定义更精细的夹头钳口形状。
也可以使用“创建卡盘”命令将当前卡盘替换为新的自定义卡盘。
主轴
扔出
在机床图形中选择要安装的卡盘:
违约
如当前代码生成器中所定义(由“常规”选项卡中的“机床”设置设置)。
扔出
来自代码生成器的替代卡盘。这可以是安装在主轴或副主轴上的卡盘,也可以来自夹具树。
新型3爪卡盘
带有一组默认参数的新卡盘。
新型4爪卡盘
新建Collet
新夹头。
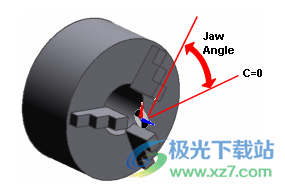
钳口角度
请注意,此图基于代码生成器中设置为“第一钳口角度”0°的卡盘。对于非零设置,将有进一步的角度偏移。
卡盘夹头夹持直径
将其设置到您将要夹持零件的卡盘部分。
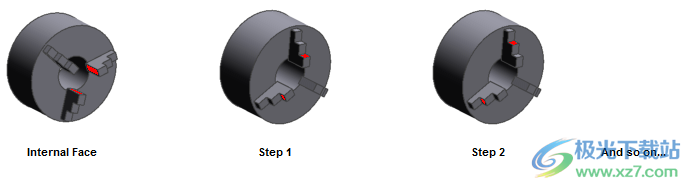
下图以非反向钳口为基础-在夹持内径时,通常会使用“步长”设置。
部件夹持直径
钳口将设置为的直径。
<价值>
键入与您的零件相对应的值,在它将被夹住的位置,覆盖“<value>”。
例如,在夹持内径时,键入零件的孔径。
或者,您可以保持此状态不变,以便钳口在其“零件伸出”点(车床设置选项卡设置)自动设置为坯料直径。在此之前,您还需要:
要分配给主轴的“初始库存”(车床设置选项卡设置)。
将为此“初始库存”创建一个“实心周转信封”(请参阅详细信息)。
要(部分)定位在卡盘内的零件(实心转弯包络线)。否则,你会看到一个警告对话框——例如,如果你设置“零件伸出”,使零件完全在卡盘之外。
<选择>
系统将提示您选择一个职位。该点的“半径”(距Z轴的距离)将用于设置钳口直径。该点可以是实体上的顶点,也可以是线框几何体。
反向钳口
如果检查,钳口将反转。例如,当夹持大直径时,这可能很有用。
这是从选定的卡盘自动设置的,并且可以被覆盖。
注:内部/外部夹持直径来源于零部件库存,或者可以手动设置夹持直径。如果无法推导或未设置钳口开口直径,则将使用cgd中的默认值。钳口打开现在需要计算钳口反转和钳口夹持面设置。
添加设备
单击“卫浴装置数据库”。
将显示“卫浴装置管理器”对话框。
单击列表中的“复杂副”以显示选择对话框。
单击“选择”选择复杂虎钳,然后单击“完成”将其添加到显示中。

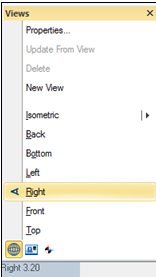
右键单击“视图标题”并从快捷菜单中选择新视图,即可将视图更改为“右”。
零件和库存将显示在夹具中:
配件库存
在“设置”选项卡上,单击“库存数据库”。
将显示“库存管理器”对话框。
库存项目列表显示可用库存的详细信息。请注意,某些项目不需要显示器上的某些列,例如,气缸库存不需要内径,卡套管库存需要内径。根据零件类型检查库存;有效股票以绿色突出显示,标称股票以黄色突出显示,无效股票以红色突出显示。
单击库存项目(块8.5x8.5x2.75)以查看详细信息:
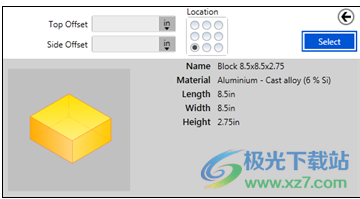
单击“选择”按钮以使用该库存项目。“设置浏览器”窗口上的“信息”面板将更新为所选股票的详细信息:
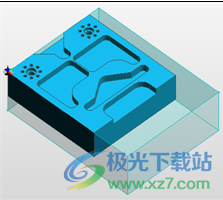
Stock将显示:
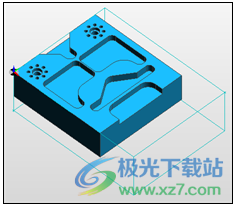
单击“渲染库存”以查看库存:
粗略轮廓周期
这是一个新的周期,取代了粗略轮廓周期。
它提供所有车削和生产许可证。
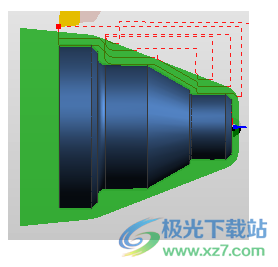
粗成型循环在平行于输入轮廓的一系列切割中去除材料,通常用于从自由形状坯料坯料中粗加工自由形状轮廓。它也适用于切割材料,因为它可以使工具与材料接触更长时间,因此有利于最大限度地减少凹入切割。
新周期的好处包括:
周期可选库存意识,以消除空气中断并缩短周期时间。
智能股票进出。
支持控制器刀具偏移,即G41/G42。
可以为X和Z输入恒定的切割深度或不同的切割深度。
指定ZX或“恒定偏移”精加工余量。
可以为每个面元素输入不同的偏移。
选择在指定数量的切割后停止,返回到安全的切屑清除位置,停止机器,清除切屑,然后继续。
“粗略轮廓”对话框-“常规”选项卡
重新选择几何图形和坐标输入
只有在编辑2013 R2之前尚未重新生成的周期时才会看到此情况。
选中“重新选择几何图形和坐标输入”选项,然后单击“确定”。现在,您将逐一完成循环输入(特征、起点/终点、边界等)-您正在编辑的元素在序列浏览器中以黄色突出显示。重新选择要编辑的周期输入。另请参见拾取周期输入。
要编辑新周期,请选择对话框顶部的标题“拾取”:
忽略底切
检查以防止刀具在进给时向中心线移动。例如,停止刀具切削递减的锥度或进入凹槽。
指定完成粗略轮廓后要保留的材料量。
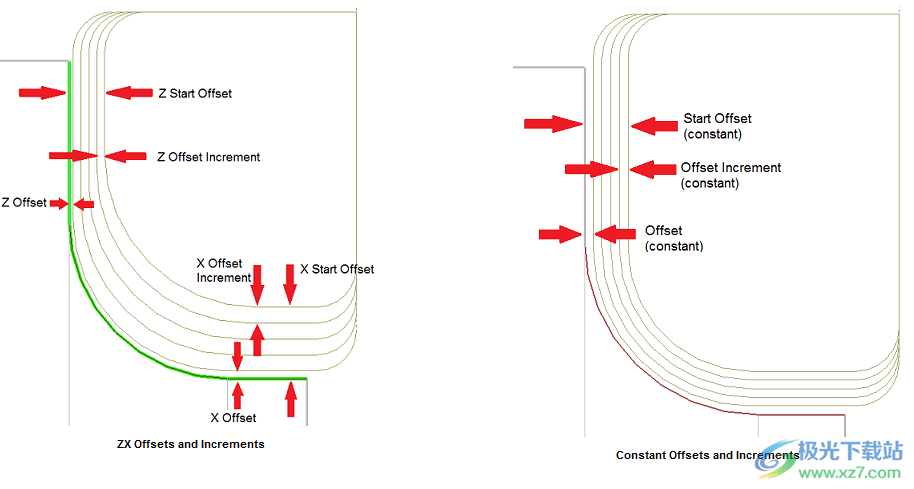
输入“恒定偏移”或“Z和X偏移”。
此外,还可以逐个元素指定偏移值。这些将覆盖在主对话框中输入的任何常量或ZX偏移。
请注意,X和Z偏移修改器与偏移修改器互斥。
Z偏置
选定轮廓在Z方向上移动该量,然后刀具路径基于该新位置。
X偏移
选定的轮廓在X方向上移动了这个量,然后刀具路径基于这个新位置(因此正值会留下过大的车削直径)。
恒定偏移
将生成一个新的纵断面,该纵断面与选定的纵断面保持恒定距离,循环基于此新纵断面。
请注意设置“恒定偏移”与设置相同值的“X偏移”和“Z偏移”(如下)之间的差异。如下图所示,X和Z偏移结合在一起,在轮廓的倾斜部分产生更大的偏移。

仅在编辑周期时可用。
单击此按钮可以将不同的偏移应用于轮廓的不同元素。使用“加工属性”对话框。
使用当前库存
如果所选代码生成器来自早期的“非自适应”模板,则此选项不可用。
如果选中,则使用上一次更新库存的库存(即序列中上一次“更新库存”命令的库存)。
使用此选项可以将刀具路径限制为仅限于那些有库存的区域。
添加了每个轮廓传递到库存边界的链接移动,并将引线移动附加到这些链接。请参阅“粗略分析”对话框-引线/链接
补偿
从以下选项中选择:
没有一个
作为Pathcomp。
控制器偏移
控制器必须提供半径补偿,以便输出刀具路径与零件轮廓一致。控制器需要一个左或右代码(通常为G41或G42)作为补偿的基础;这是自动确定的。
此模式要求正确定义控制器偏移寄存器和刀具类型。有关详细信息,请参阅控制器手册。
此选项的优点是允许操作员调整刀具磨损和部件偏转(由切削力引起)。
Pathcomp
EDGECAM提供半径补偿,因此刀具路径用于刀具的测量点。
Patchcomp通常比控制器的补偿更强大。例如,您必须选择Pathcomp才能使用Sandvik Coromant雨刮器工具,才能补偿复杂的雨刮器轮廓。
CRC寄存器
要在控制器中使用的补偿寄存器。
切割增量
“初始偏移”可以指定为“Z和X起始偏移”或“恒定起始偏移”。
或者,您可以选中“使用当前库存”,开始偏移将自动导出。
通过输入ZX偏移增量或恒定偏移增量来指定切割深度
Z起始偏移
初始过程的Z偏移。这是与最终过程的偏移。
Z偏移增量
Z中的切割深度。
X起始偏移
初始过程的X偏移。这是与最终过程的偏移
X偏移增量
X中的切割深度。
起始偏移
初始过程与最终过程偏移的恒定偏移。
偏移增量
切割深度。
议论
键入有用的信息。
喂养
进料速率
刀具沿切削道次的前进速度。
根据当前刀具的“进给类型”设置,该值为“每分钟”或“每转”(在刀具更换对话框的“常规”选项卡中,或使用“机械加工”►其他加工周期►杂项菜单►具有旧代码生成器的Feed Type)。
这可以自动计算-请参阅下面的“技术”。
仅在编辑周期时可用。
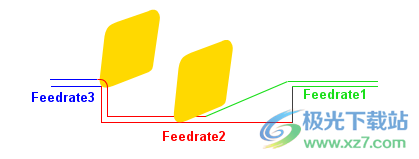
单击此按钮可将不同的进给速率应用于轮廓的不同元素。使用“加工属性”对话框(该对话框上的所有其他类似按钮也会打开该对话框)。
请注意,只有当工具接触到元件时,元件的进给速度才适用(插入角度可能会改变或消除元件上的接触点)。在拐角辊轮上,保持先前元件的进给速率。
速度
主轴速度,单位为每分钟转数(CSS未激活)或米/英尺/分钟(CSS激活)。这可以自动计算-请参阅下面的“技术”。
仅在编辑周期时可用。
单击此按钮可将不同的加工条件(例如,不同的进给率)应用于轮廓的不同元素。使用“加工属性”对话框(该对话框上的所有其他类似按钮也会打开该对话框)。
技术
此设置确定“进给速率”和“速度”值(如上)的计算方式。
仅当从ToolStore中选择了当前工具时,该设置才可用。
选择以下选项之一:
没有一个
进给和速度值不会自动计算。输入您自己的值。
全体的
进给和速度值是自动计算的。当您进行此设置时,会发生这种情况,覆盖任何现有值(请参阅详细信息)。
将使用当前刀具的技术数据值(进给率、速度等),即特定于所选材料的这些值的“常规”集合(使用机械加工选择材料►其他加工周期►“工具”菜单► 技术,请参阅详细信息-请注意,此对话框还允许您调整技术值)。
如果更改为没有适当技术的设置,则值将保持为上次计算的值。
请注意,这些值是动态的,并且始终设置为ToolStore中的最新技术值,无论当前工具(更改)是否签入了“Association”。
完成
与上面的“常规”相同,但“完成”技术值集是从工具中使用的。
下载地址
- Pc版
Vero Edgecam(零件加工) v2021.0.2019
本类排名
本类推荐








装机必备
换一批






















- 聊天
- qq电脑版
- 微信电脑版
- yy语音
- skype
- 视频
- 腾讯视频
- 爱奇艺
- 优酷视频
- 芒果tv
- 剪辑
- 爱剪辑
- 剪映
- 会声会影
- adobe premiere
- 音乐
- qq音乐
- 网易云音乐
- 酷狗音乐
- 酷我音乐
- 浏览器
- 360浏览器
- 谷歌浏览器
- 火狐浏览器
- ie浏览器
- 办公
- 钉钉
- 企业微信
- wps
- office
- 输入法
- 搜狗输入法
- qq输入法
- 五笔输入法
- 讯飞输入法
- 压缩
- 360压缩
- winrar
- winzip
- 7z解压软件
- 翻译
- 谷歌翻译
- 百度翻译
- 金山翻译
- 英译汉软件
- 杀毒
- 360杀毒
- 360安全卫士
- 火绒软件
- 腾讯电脑管家
- p图
- 美图秀秀
- photoshop
- 光影魔术手
- lightroom
- 编程
- python
- c语言软件
- java开发工具
- vc6.0
- 网盘
- 百度网盘
- 阿里云盘
- 115网盘
- 天翼云盘
- 下载
- 迅雷
- qq旋风
- 电驴
- utorrent
- 证券
- 华泰证券
- 广发证券
- 方正证券
- 西南证券
- 邮箱
- qq邮箱
- outlook
- 阿里邮箱
- icloud
- 驱动
- 驱动精灵
- 驱动人生
- 网卡驱动
- 打印机驱动



网友评论