
CIMCO Edit 2023(数控编程软件)
v23.01.10 中文版- 软件大小:308 MB
- 软件语言:简体中文
- 更新时间:2024-09-21
- 软件类型:国外软件 / 编程工具
- 运行环境:WinXP, Win7, Win8, Win10, WinAll
- 软件授权:免费软件
- 官方主页:https://www.cimco.com/
- 软件等级 :
- 介绍说明
- 下载地址
- 精品推荐
- 相关软件
- 网友评论
CIMCO Edit 2023是一款数控编程软件,可以在软件上为加工机床设计编程控制方案,让机床设备可以按照您设计的代码控制刀具加工零件,软件界面功能丰富,在编辑器上创建新的设计项目就可以开始添加编程内容,可以在软件上选择数控功能,选择仿真功能,选择文件比较,选择迷你编程功能使用,每个功能菜单都提供很多选择,方便控制快速在编程的过程插入指定命令,小编推荐的是CIMCO Edit 2023中文,需要就可以下载使用。
 数控编程软件)" />
数控编程软件)" />
软件功能
基本编辑工具
一套全面的编辑工具,包括行号、重新编号、字符处理、XYZ测距仪、工具补偿、基本数学函数等。
NC助理
指向任何M或G代码,NC助手将识别该代码,并允许您使用链接到CNC代码的交互式界面修改其值。输入所需的值,代码会自动更新。
文件比较
文件比较可识别新的、更改的和删除的行,但会忽略琐碎的格式更改,如块重新编号和间距。差异一次显示一行,一次显示所有差异,或并排打印以供离线查看。
循环和宏
快速插入和编辑周期和操作,或为设置中最常见的操作记录自己的周期和操作。包括用于程序启动、停止、工具更改等的内置循环和宏。
背板和实体模拟
使用3,4,5轴铣削、车削和铣削车削C+Y轴背面绘图仪在三维中模拟NC程序。GPU加速了对原材料去除、凿痕检测等的高质量模拟。
Stock Compare in CIMCO Edit 2022
将模拟库存与设计模型进行比较,以轻松识别不准确之处。库存是根据到设计模型的距离来着色的。
模拟报告
所有程序错误都显示在仿真报告中。选择一个错误并跳到相应的行。修改代码,仿真报告将验证问题是否已解决。
可变Watch
在模拟运行或选择特定行时,跟踪NC程序中变量的初始和当前状态。还支持机器状态变量。
软件特色
在PC上进行编辑要快得多
在您的电脑上,在熟悉的基于Windows的应用程序中使用NC程序,而不是在复杂的机器控制上。使用节省时间的NC代码特定功能加快工作速度。
无错误代码
使用代码建议、语法检查、错误报告和三维模拟来编写无错误的NC代码,并识别有问题的刀具路径和刀具运动。
更聪明地工作
直接在NC程序中定义相关对象,如工件、刀具和支架,以便在模拟时进行一键设置。生成操作结构以实现更快的程序导航、跟踪可变状态等。
更好的工具管理
轻松查看和修改数控程序中的工具,实现快速迭代测试和模拟。从外部系统导入工具,创建自己的库或从数百个预定义的工具中进行选择。
传输到机器和从机器传输
通过可靠和可配置的DNC RS-232和FTP通信支持,管理与机器之间的程序传输。
可扩展和集成
经过全球数千家商店的验证,功能强大的附加组件与CIMCO软件产品套件完全集成,专为与外部系统集成而构建。
使用方法
1、将CIMCO Edit 2023直接安装到电脑,设置软件的安装地址
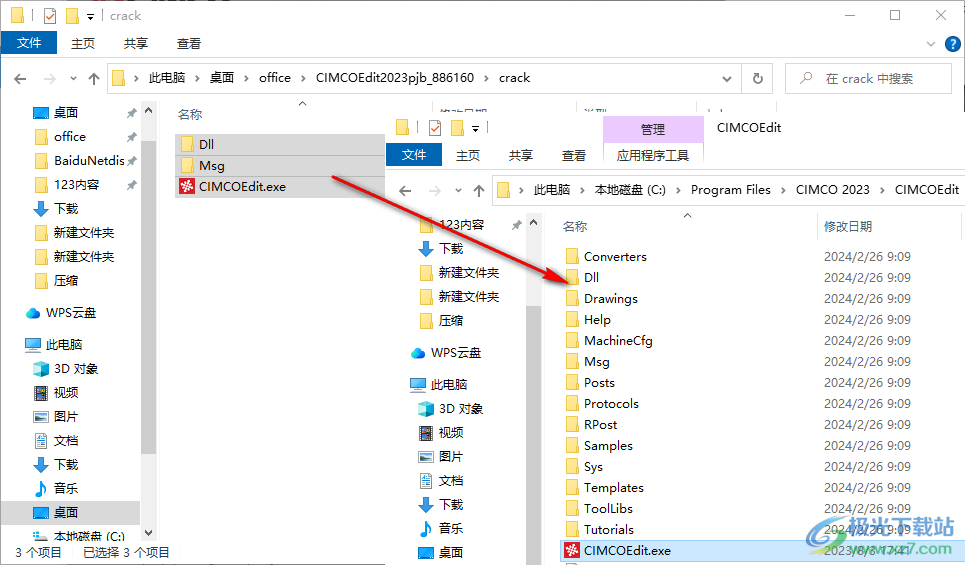
2、如图所示,将补丁全部复制到软件地址替换完成激活
3、启动CIMCO Edit 2023就可以正常使用全部编程功能,在软件左侧点击新建功能
4、项目已经创建完毕,可以开始添加内容,可以选择标记/删除范围M、追加文件A、插入文件
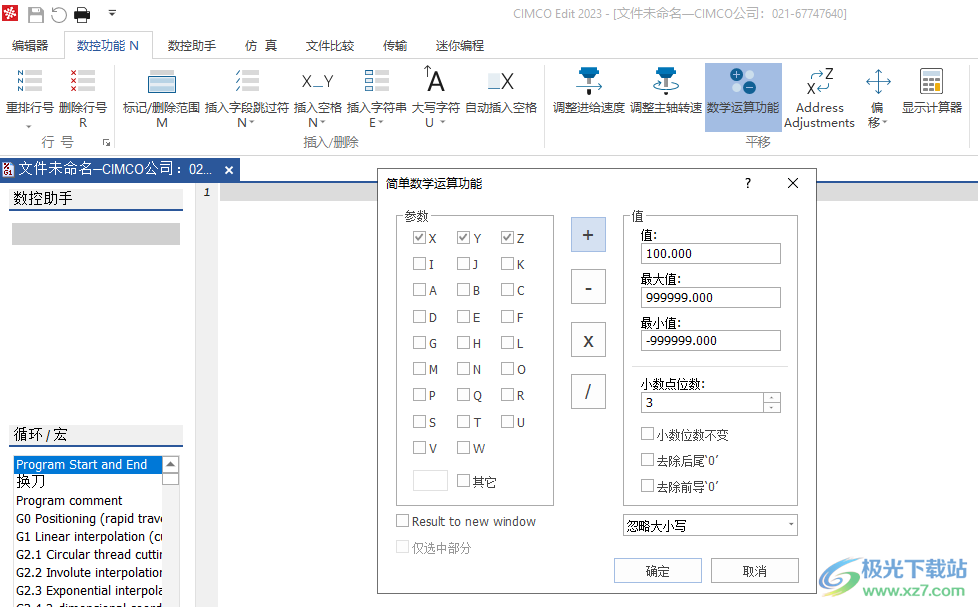
5、数控功能界面:插入字符串、大写字符、自动插入空格、调整进给速度、调整主轴转速、数学运算功能
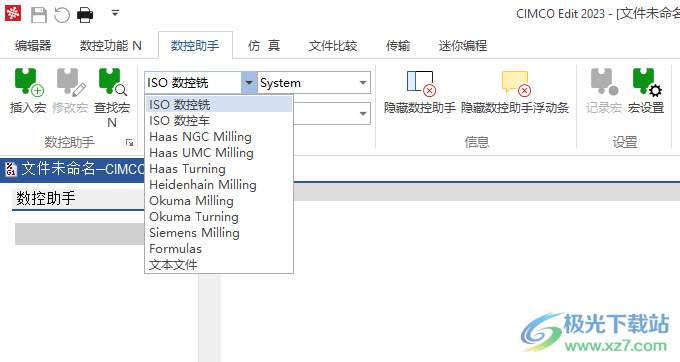
6、数控助手:ISO数控铣、ISO数控车、Haas NGC Milling、Haas UMC Milling、Haas Turning
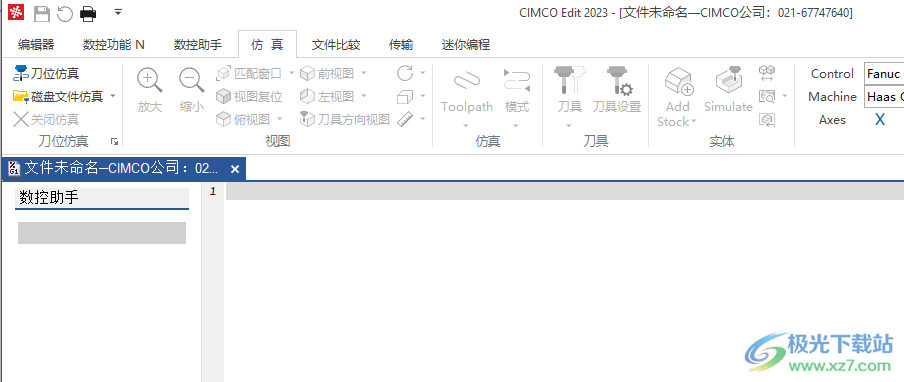
7、仿真功能,支持视图切换,支持仿真模式设置,支持刀具设置,支持实体添加
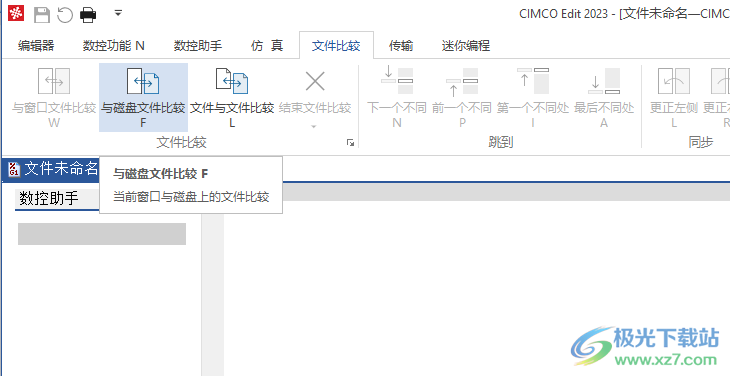
8、文件比较界面,与磁盘文件比较、文件与文件比较、结束文件比较、下一个不同、前一个不同
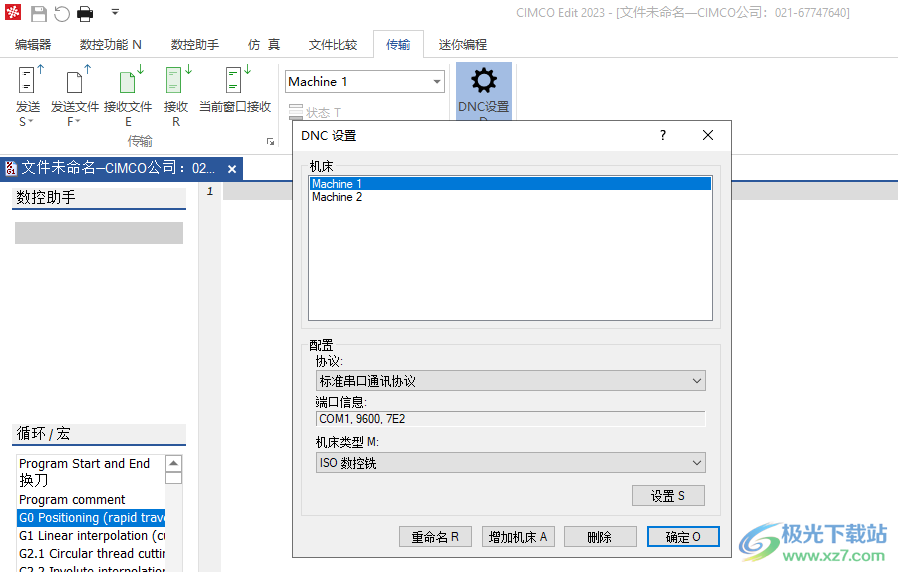
9、传输设置功能,可以在软件配置传输协议,设置端口
10、迷你编程功能,支持文件类型、视图、修改、捕捉、绘制点线、绘制圆弧圆

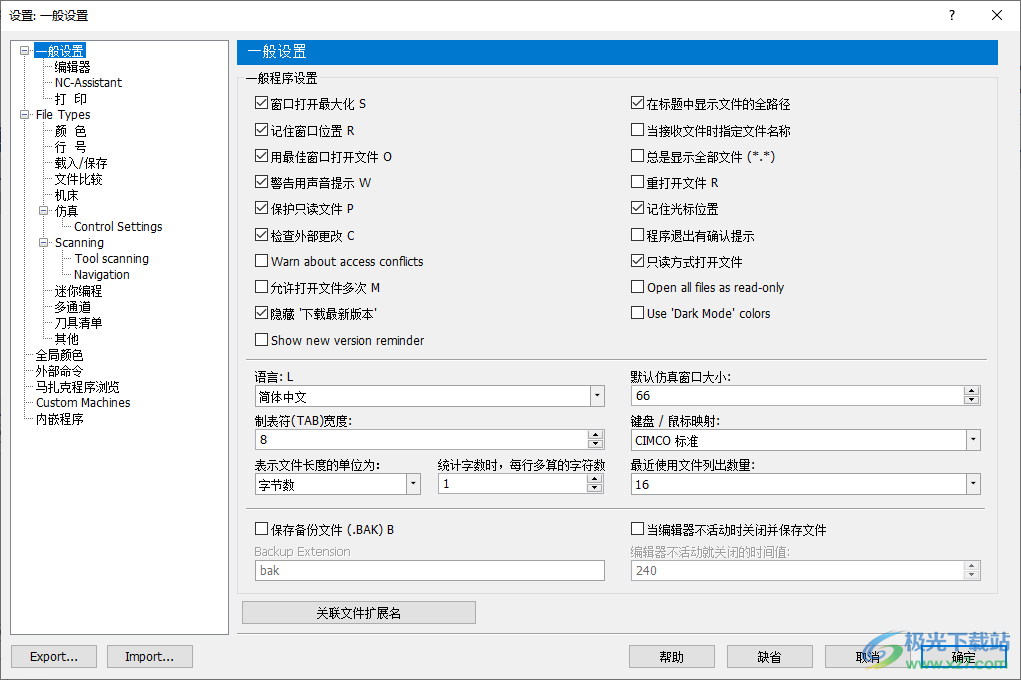
11、一般程序设置
窗口打开最大化S
在标题中显示文件的全路径
记住窗口位置R
当接收文件时指定文件名称
用最佳窗口打开文件0
总是显示全部文件(**)
警告用声音提示W
重打开文件R
保护只读文件P
记住光标位置
检查外部更改C
程序退出有确认提示
Warn about access conflicts
只读方式打开文件
允许打开文件多次M
Open all files as read-only
隐藏下载最新版本
Use 'Dark Mode' colors
Show new version reminder
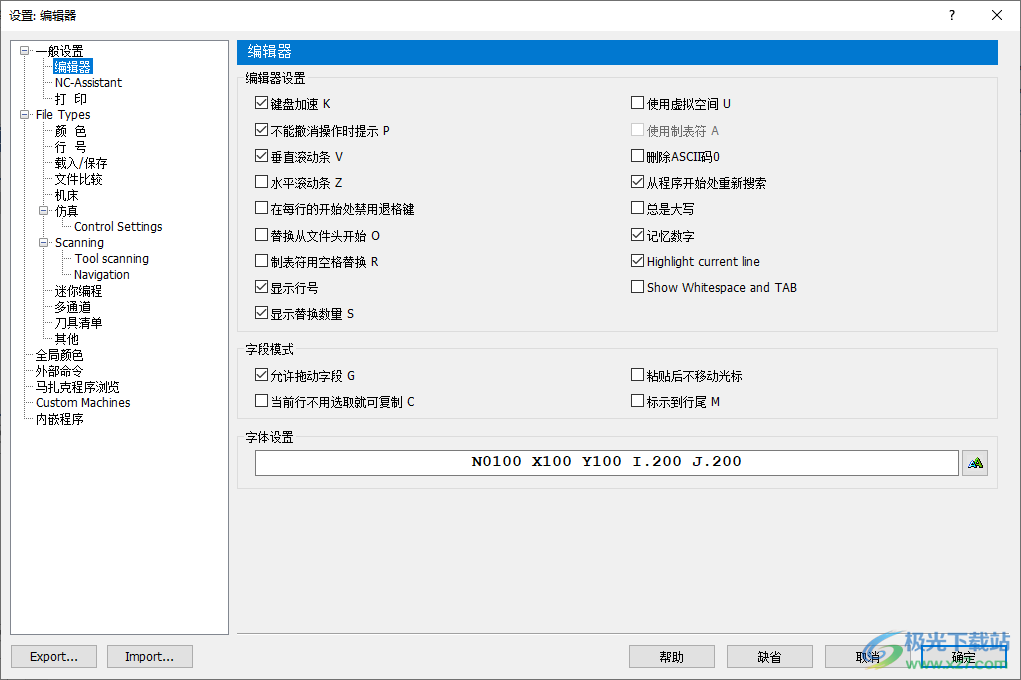
12、编辑器设置
键盘加速K
使用虚拟空间U
不能撒消操作时提示P
使用制表符A
垂直滚动条V
删除ASCII码0
水平滚动条Z
从程序开始处重新搜索
在每行的开始处禁用退格键
总是大写
替换从文件头开始
记忆数字
制表符用空格替换R
Highlight current line
显示行号
Show Whitespace and TAB
显示替换数量S
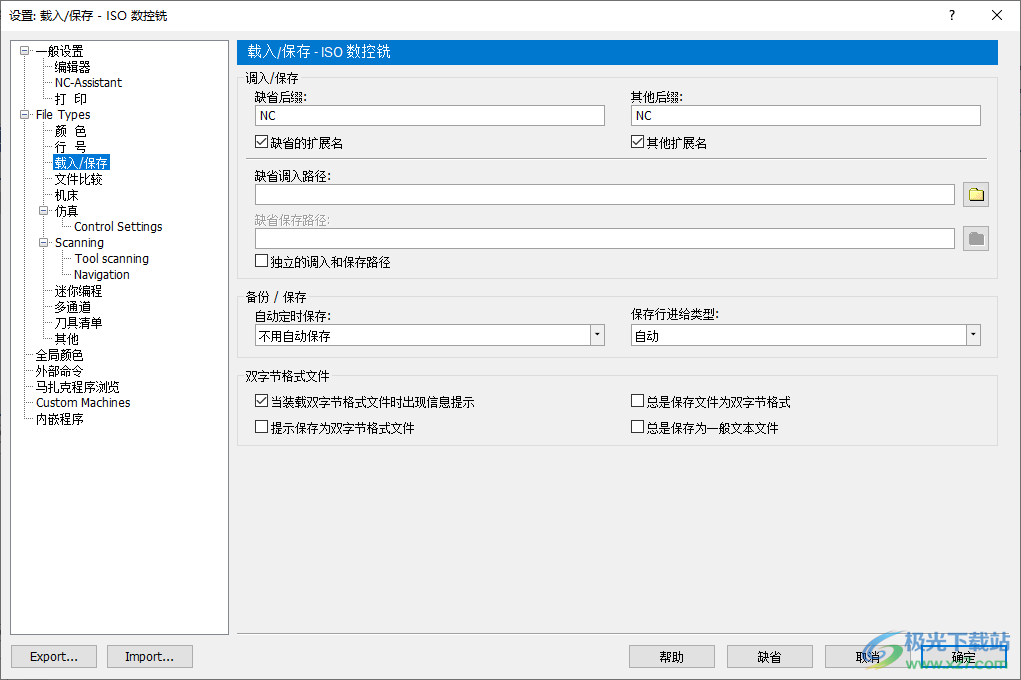
13、载入/保存-ISO数控铣
调入/保存
缺省后缀:NC
缺省的扩展名
缺省调入路径:
缺省保存路径
独立的调入和保存路径
备份/保存
自动定时保存:
不用自动保存
双字节格式文件
当装载双字节格式文件时出现信息提示
提示保存为双字节格式文件
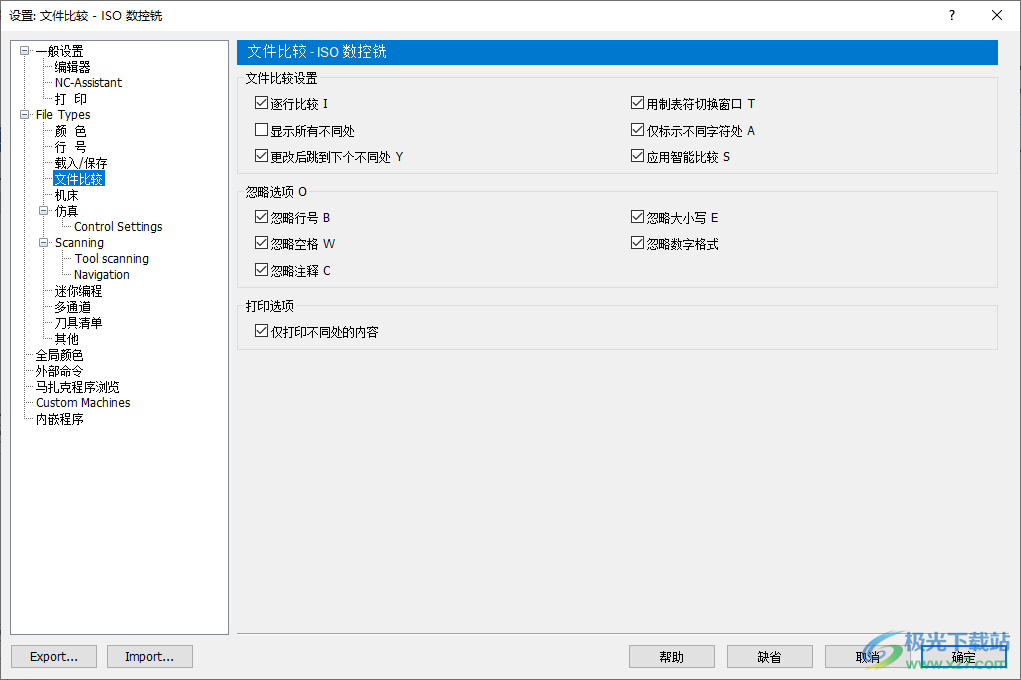
14、文件比较设置
逐行比较I
用制表符切换窗口T
显示所有不同处
仅标示不同字符处A
更改后跳到下个不同处
应用智能比较S
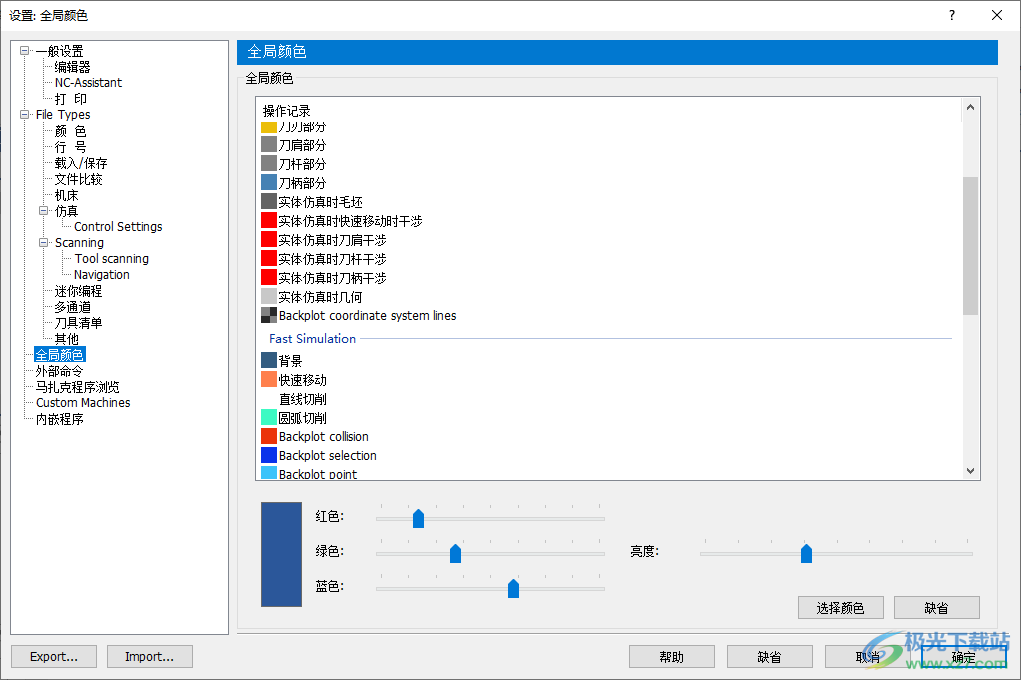
15、全局颜色
操作记录
刀部分
刀肩部分
刀杆部分
刀柄部分
实体仿真时毛坯
实体仿真时快速移动时干涉
实体仿真时刀肩干涉
实体仿真时刀杆干涉
实体仿真时刀柄干涉
实体仿真时几何
Backplot coordinate system lines
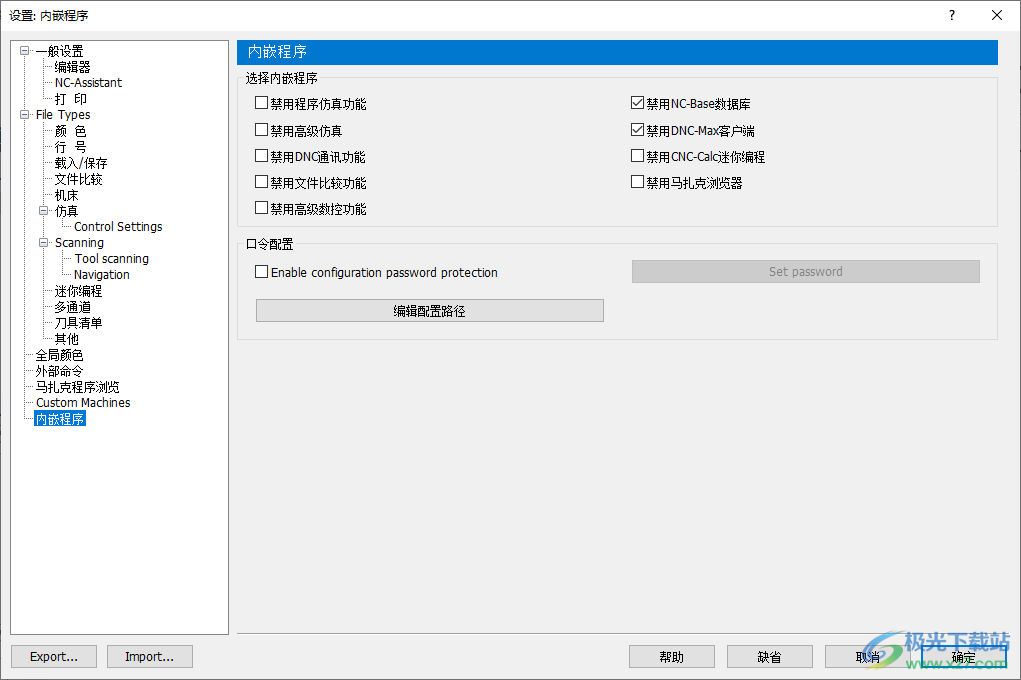
16、选择内嵌程序
禁用程序仿真功能
禁用NC-Base数据库
禁用高级仿真
禁用DNC-Max客户端
禁用DNC通讯功能
禁用CNC-Calc迷你编程
禁用文件比较功能
禁用马扎克浏览器
禁用高级数控功能
官方教程
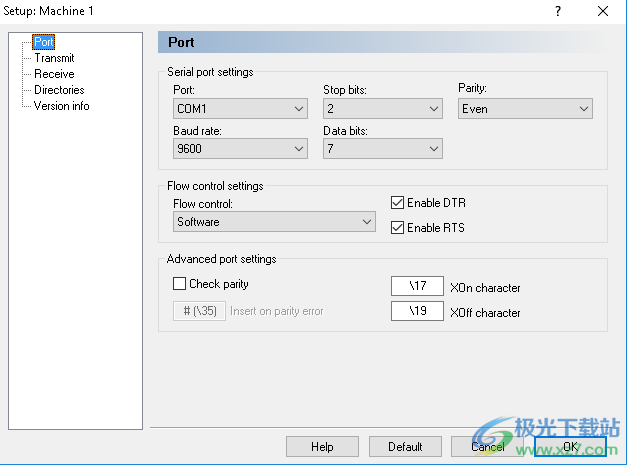
端口设置
基本端口配置对话框如下所示:
基本端口设置。
串行端口设置
参数
港口城市
电脑上的串行端口列表。选择要用于此机器配置的端口。
参数
波特率
以比特每秒为单位的传输速度。从下拉列表中选择所需的波特率。
参数
停止位
选择通信中每个字符后面附加的停止位数,以分隔数据位。
所需的停止位数量取决于CNC控制。有关更多详细信息,请参阅参考手册。
参数
数据位
选择每个字符中的位数。默认情况下,7位ASCII代码用于NC数据传输。
参数
对等
奇偶校验是一种错误检查方法,通过添加“奇偶校验位”(使用7位ASCII码进行数据传输时为第8位)来指示传输是否成功,以确保一组位中值为“1”的位数为偶数或奇数。
该方法可以在不同的模式下操作:
无:在不使用奇偶校验错误检查时选择。
偶数奇偶校验:每个字符使用偶数1。
奇数奇偶校验:每个字符使用奇数1。
仅用于特殊情况(测试目的):
标记奇偶校验:奇偶校验位始终为“1”,行为“低”。
空间奇偶校验:奇偶校验位始终为“0”,行为“高”。
流量控制设置
参数
流量控制
用于同步计算机和CNC控制之间的通信的握手过程。流量控制有两种类型:
软件握手使用XOn/XOff ASCII字符。
硬件握手使用RS-232通信规范中的RTS/CTS控制线。
您可以从下拉列表中选择以下流量控制方法之一:
无:不进行流量控制。
软件:软件握手用于流量控制。
硬件:硬件握手用于流量控制。
硬件和软件:同时使用硬件和软件握手。
参数
启用DTR
选中此框可将DTR设置为高。
参数
启用RTS
选中此框可将RTS设置为高。
高级端口设置
参数
检查奇偶性
如果希望CIMCO Edit 2023报告奇偶校验错误,请标记“检查奇偶校验”框。每次发生错误时,都会在接收点将指定的字符插入到文件中。
可以指定非标准的XOn和XOff字符。
参数
奇偶校验错误时插入
如果从远程机器接收数据时发生奇偶校验错误,使用此字段可以指定要插入到接收文件中的字符。如果该字段为空,则不会插入任何字符。
参数
XOn字符
使用此字段可以指定XOn字符。如果该字段为空,则使用标准的XOn字符。如果您的机器需要一个非标准的XOn字符,您可以在此处指定它。
参数
XOff字符
使用此字段可以指定XOff字符。如果该字段为空,则使用标准的XOff字符。如果您的机器需要一个非标准的XOff字符,您可以在此处指定它。
您可以通过输入ASCII字符来指定XOn、XOff和Insert奇偶校验错误字符,即输入$以获得ASCII字符36,也可以像这样输入ASCII值。
传输设置
要配置传输设置,请单击Machine Setup(机器设置)窗口左侧列表中的transmit(传输)。传输配置对话框如下所示:
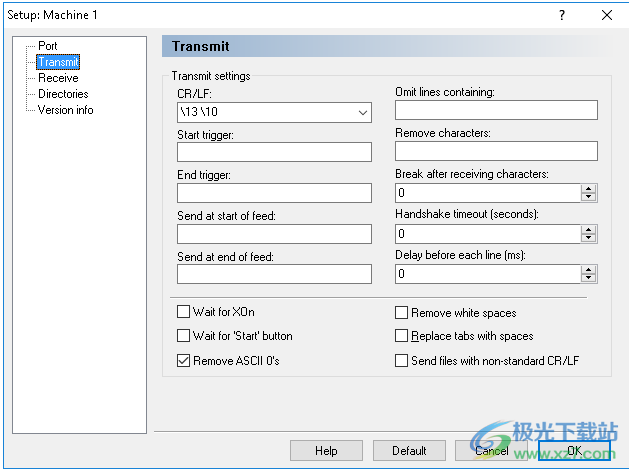
变速器设置。
传输设置
参数
CR/LF
在此字段中,您可以从下拉列表中选择回车符或换行符,也可以手动输入。
ASCII 13和ASCII 10没有字符表示,因此它们必须分别输入为13和10。
参数
启动触发器
使用此字段可以指定启动触发器。DNC将从包含指定启动触发器的文件中的第一行开始传输数据。如果未指定启动触发器,则传输将从文件的开头开始。
参数
结束触发器
使用此字段可以指定结束触发器。
不传输包含结束触发器的行。
参数
在馈送开始时发送
在这里,您可以指定应该在传输开始时发送的字符或字符串。
参数
在馈送结束时发送
指定应在传输结束时发送的字符或字符串。
参数
省略包含的行
排除包含一个或多个选定字符的行。在这里输入任何内容的结果是,任何包含这些字符或字符串之一的行都不会被传输。
参数
删除字符
使用此字段可以指定应从传输的数据中删除的字符。
参数
接收字符后中断
在发送了指定数量的字符后,即使程序尚未完成,也会结束到控件的传输。如果此字段为空,则忽略任何传入的字符。
参数
握手超时(秒)
CIMCO Edit 2023在从远程机器接收到停止流信号(XOff和/或CTS Low)之后在终止连接之前应该等待的所选时间。如果没有指定超时值,它将等待,直到收到启动流。
参数
每条线路前的延迟(ms)
指定CIMCO Edit 2023在开始传输新线之前应等待的时间(以毫秒为单位)。
参数
等待XOn
如果您希望CIMCO Edit 2023在传输数据之前等待Xon,则选中此框。只有在端口设置中启用了软件握手时,此选项才可用。
参数
等待“启动”按钮
如果在单击传输状态对话框上的“启动”按钮之前不应启动传输,请选中此字段。
参数
删除ASCII 0
如果应该从传输的数据中删除ASCII 0,请选中此字段。
参数
删除空白
空格(ASCII 32)和制表符(ASCII 9)会自动从传输到远程机器的文件中删除。
参数
用空格替换制表符
将文件发送到远程计算机之前,将制表符(ASCII 9)转换为空格(ASCII 32)。
参数
使用非标准CR/LF发送文件
如果要发送包含非标准换行符(如CRLFLF或CRCR)的文件,请选中此字段。
在其中一个字符输入字段中输入字符时,可以通过两种方式输入字符:您可以输入字符本身,如$*,以获得ASCII字符36和ASCII 42,也可以输入字符的ASCII值,如3642。
接收设置
要配置接收设置,请单击Machine Setup(机器设置)窗口左侧列表中的receive(接收)。接收配置对话框如下所示:
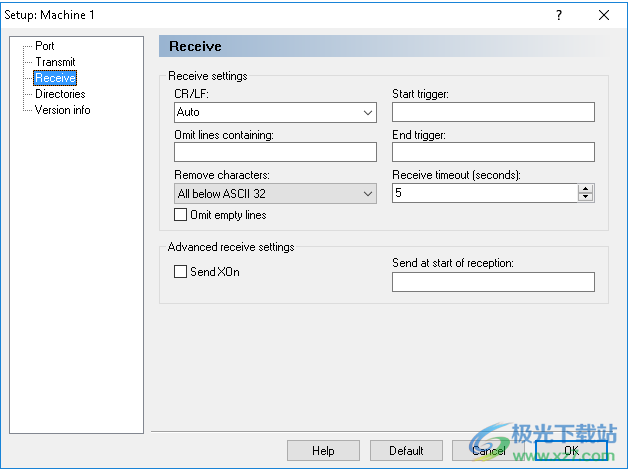
接收设置
参数
CR/LF
使用此字段可以指定换行字符。
如果选择自动,DNC将尝试自动检测所使用的CR/LF组合。如果远程机器不使用ASCII 13和ASCII 10的任何标准组合,则必须手动输入适当的CR/LF组合。
正常的组合是ASCII 13,后面跟着ASCII 10。ASCII 13和ASCII 10没有字符表示,因此它们必须分别输入为13和10。
参数
省略包含的行
排除包含一个或多个选定字符的行。在这里输入任何内容的结果是,任何包含这些字符或字符串之一的行在收到时都将被丢弃。
参数
删除字符
所选字符将自动从接收的流中删除。您可以从下拉列表中选择“无”、“ASCII 0”或“ASCII 32以下的全部”(如果其中一个合适的话)。
参数
省略空行
如果不应保存空行,请选中此字段。
参数
启动触发器
启动触发器是指示CIMCO Edit 2023应开始保存传入数据的字符。如果没有使用启动触发器,因此字段为空,CIMCO Edit将在文件的开头开始保存。
起始触发器是接收到的第一个字符序列。
参数
结束触发器
结束触发器是指示CIMCO Edit 2023应停止保存传入数据的字符。如果没有使用结束触发器,因此字段为空,CIMCO Edit 2023将继续保存,直到文件结束,出现超时。
结束触发器是接收到的最后一个字符序列。
参数
接收超时(秒)
指示从远程计算机接收到最后一个字符之后,直到计算机得出接收操作完成的时间延迟。如果未指定结束触发器,则应在此处指定一个值,否则必须从接收状态对话框手动停止接收进程。
高级接收设置
参数
发送XOn
选中此字段后,DNC将在准备接收数据时发送一个XOn字符。
参数
接收开始时发送
指定接收操作启动时应发送到CNC的字符串。
在其中一个字符输入字段中输入字符时,可以通过两种方式输入字符:您可以输入字符本身,如$*,以获得ASCII字符36和ASCII 42,也可以输入字符的ASCII值,如3642。
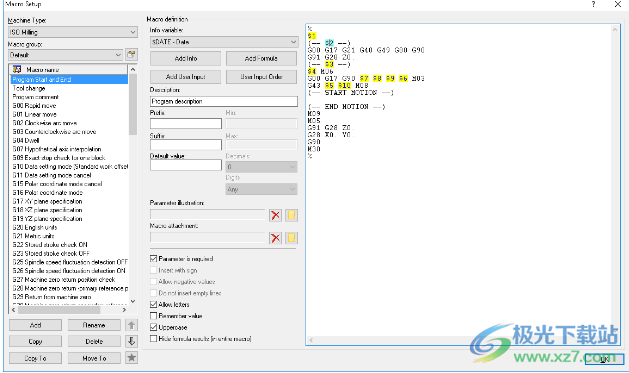
“宏设置”对话框
对话框“宏设置”分为三个功能区域,将在以下各节中详细介绍。
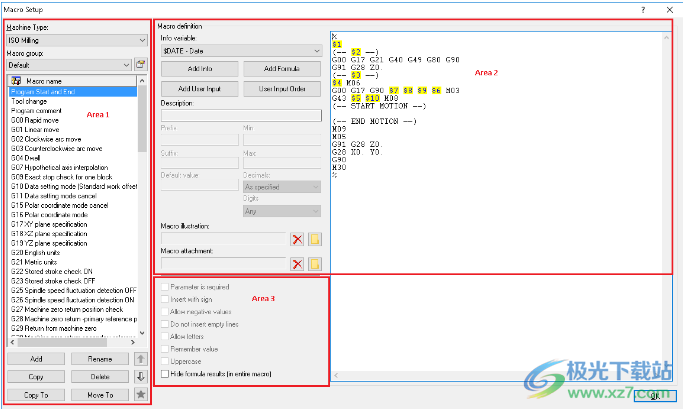
区域1:定义的宏列表
参数
机器类型
此下拉菜单提供了一个定义的机器类型列表,您可以从中进行选择(例如ISO铣削、ISO车削、Heidenhain等)。
参数
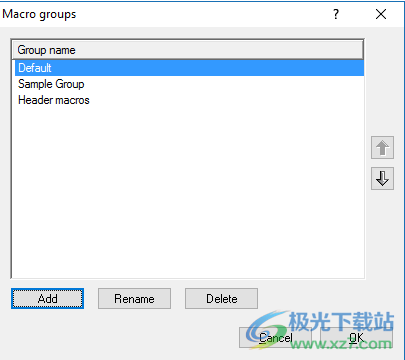
“宏”组
此下拉菜单提供已定义宏组的列表。
要创建、重命名或删除宏组,请单击此字段右侧的“编辑宏组”图标。
宏名称
在这里,您可以看到所选机器类型和宏组的所有可用宏。
参数
添加
单击此按钮打开对话框“添加宏”。输入新宏的名称,然后单击“确定”。新宏将直接添加到“宏名称”列表中选定宏的后面。
参数
重命名
单击此按钮可以重命名选定的宏。
参数
复制
单击此按钮可复制选定的宏。
您可以对宏的名称和内容进行一些更改,以创建类似的宏并保存它。
参数
删去
单击此按钮可删除选定的宏。
它将显示一条确认消息,询问您是否真的要删除选定的宏。如果回答“是”,则宏名称及其内容将被删除。
参数
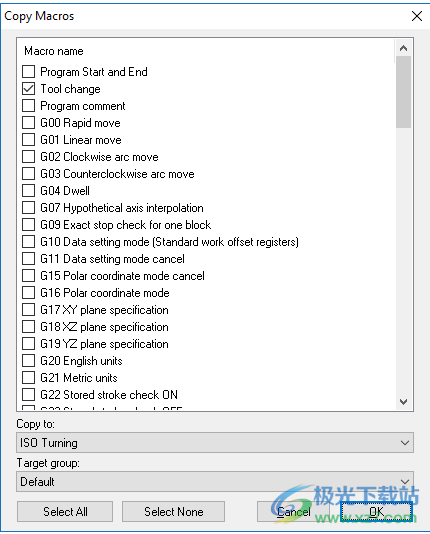
复制到
单击此按钮可将选定的宏复制到其他配置。
“复制宏”对话框允许您一次将多个宏(宏名称左侧的复选框)复制到指定的目标机器类型和宏组。
移动到
单击此按钮可将选定的宏移动到其他配置。
该功能类似于“复制到”按钮,但选定的宏将从原始“机器类型”和“宏组”中删除。
参数
向上/向下箭头
使用这些按钮可以在列表中向上或向下移动选定的宏。
参数
最喜欢的
使用此按钮可以收藏或取消收藏宏。
当宏受到青睐(开始发光)时,它将显示在“收藏夹”组中。收藏夹宏将显示组名称和宏名称,格式如下:{group}->{宏}。
当收藏夹已经存在时,按下收藏夹按钮将删除收藏夹。
领域2:宏观结构
参数
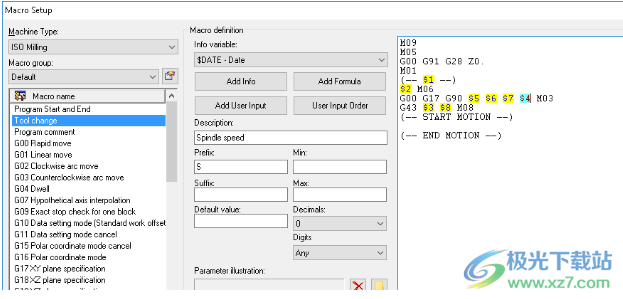
宏定义
使用右侧的文本输入字段可以指定宏的内容。
宏可以同时包含用户变量和系统变量。用户变量由字符“$”后跟数字指定,系统变量由变量名“$”跟变量名指定。
在“宏定义”字段中,宏块序列显示为将在NC程序中显示的序列。NC代码变量由按升序排列的参数替换。这些参数将使用“添加”按钮添加到宏程序中(不允许通过键盘输入数据,也不接受!)。可以在宏中多次使用同一变量。
若要将块号添加到行中,请在行的开头指定“#”。如果需要在变量后插入字符,则必须在变量后添加“|”(竖条)。如果宏必须从新行开始,请将宏定义的第一行留空。
示例:若要插入后面跟着100的用户变量2,请指定$2|100'。
示例:宏刀具更改由9个NC程序块和8个参数($1…$8)组成。块号格式(例如N0100)和间隔(例如10)可以在“块号”对话框中配置和修改。
具有8个参数的宏定义示例。
信息变量
使用此下拉菜单可以选择单击“添加信息”按钮时将添加到宏中的其他信息(例如:日期、时间、日期和时间、文件名等)。
参数
添加信息
单击此按钮可插入新的信息变量(在信息变量下拉列表中选择)。
参数
添加公式
单击此按钮可插入新公式。
公式是用一个“@”字符指定的,后面跟着两个需要插入所需公式的方括号。
示例:@3{sqrt($1*$1+$2*$2)}
有关详细信息,请参阅宏中的公式。
参数
添加用户输入
单击此按钮可插入新的用户变量。
参数
用户输入顺序
单击此按钮可在添加宏时排列用户输入变量的顺序。当宏插入到NC文件中时,这不会更改变量的顺序。
单击此按钮时,将显示以下窗口:
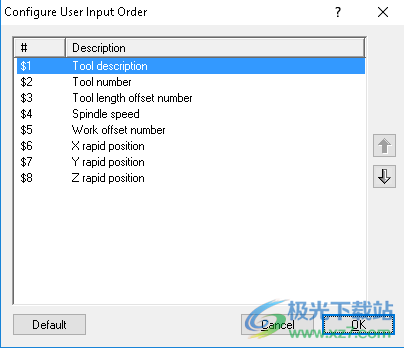
使用向上/向下箭头可以更改参数的顺序。
参数
描述
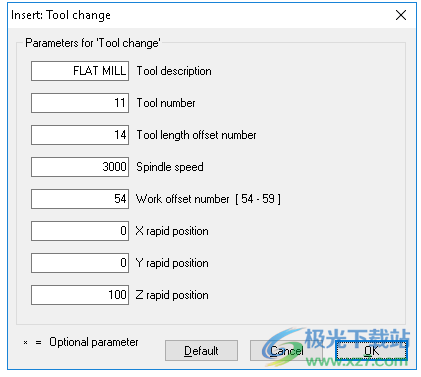
使用此字段可以指定所选参数的说明。
单击图标将宏插入CNC程序时,会出现一个参数输入框,用于输入所有宏参数。参数的描述就在参数字段旁边。
前缀
使用此字段为所选参数指定前缀字符串,例如S表示主轴速度。
参数
后缀
使用此字段可以为所选参数指定后缀字符串。
参数
小数
使用此字段可以指定小数位数。
参数
数字
使用此字段可以指定位数。例如,当插入一个有4位数字的O型数字时,结果变为“O0007”。
参数
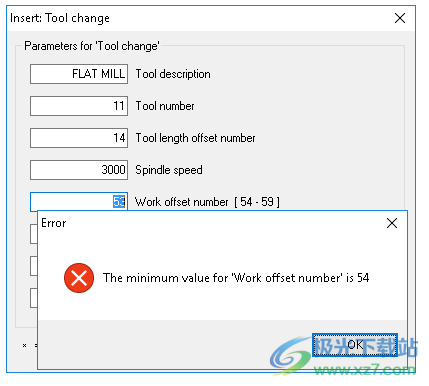
分钟
使用此字段可以指定选定参数的最小值。如果输入的值低于“最小值”,系统将立即提示您进行更正。
max
使用此字段可以指定选定参数的最大值。如果输入的值高于“最大值”,系统将立即提示您进行更正。
参数
默认值
使用此字段可以指定选定参数的默认值。
参数
预定义值
如果此宏参数只能是有限数量的值之一,请选择此选项。
单击“配置选项”按钮,输入插入此宏参数时用户可以选择的特定值。
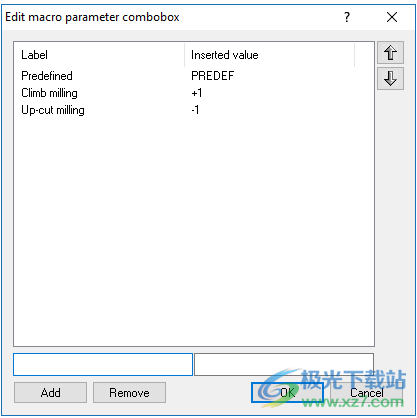
此对话框显示插入宏时可供用户选择的值列表。
标签是将显示在组合框中供用户选择的文本。
插入值是将插入宏的NC代码输出中的值。
如果“标签”为空,它将自动填充该值。双击“标签值”对进行编辑。这些对将以与此窗口中相同的顺序显示在组合框中,并默认选择顶部一个。
参数
宏图示/参数图示
使用此字段可以指定“添加宏”对话框中显示的图片。
当参数的输入框处于活动状态时,将显示参数说明。
当未定义参数说明的参数的输入框处于活动状态时,将显示宏说明。
单击“选择图片”按钮为宏/参数选择所需图片,单击“无图片”按钮删除任何输入的图片。
参数
宏附件
为宏设置附件时,会在“添加宏”对话框中显示一个按钮,按下该按钮将打开宏的附件。
这可用于将详细帮助文件与宏关联,以便从“添加宏”界面随时可用。
单击“选择附件”按钮为宏选择附件,单击“清除附件”按钮删除任何输入的文件。
区域3:参数监测/附加选项
使用复选框可以启用或禁用其他选项。
必须仔细选择其他选项,因为它们会影响最终结果。
参数
参数是必需的
如果要求用户为所选参数指定值,请选中此字段。
如果不选中此框,参数输入字段中将显示符号*,表示此参数是可选的。在这种情况下,不需要在字段中输入值。如果您仍然这样做,您将更改此NC代码的(模态)值。
例如,可选参数可以在线性移动(G01)的3个轴(X、Y、Z)上找到。
参数
插入带符号
如果参数值应插入符号,请选中此字段。
示例:值123.4将插入为+123.4。
参数
允许负值
选中此字段可允许当前参数为负值。
如果不选中此字段,则只接受正值!
如果(意外)在宏字段中输入负值,(-)号将被忽略。输入的值将被视为参数的绝对值,并将在CNC程序中输出正NC代码。
参数
不要插入空行
如果未指定此参数时不应插入空行,请选中此字段。
参数
允许字母
选中此字段以允许用户输入文本字符串。
根据ISO公约,数控程序中的文本必须写在括号中,以便在数控机床上读取。为了防止忘记括号,当字段Allow letters被选中时,这些括号将在CIMCO Edit 2023中自动生成。此外,输入字段Min、Max、Decimals、Digits和Allow negative values(允许负值)将变灰。
宏“程序开始和结束”中的参数$2可以包括程序员的首字母、文本字符串和括号中的特殊字符。
记住价值
如果下次调用宏时应使用为此参数输入的最后一个值,请选中此字段。
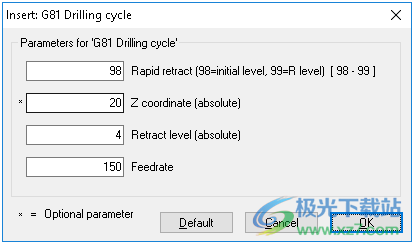
示例:假设您需要在定义的位置(X,Y)在具有三个深度Z10、Z16和Z20的特殊钢材上钻一个盲孔。要实现这一点,请使用宏“G81 Drilling cycle”并选中参数$1、$3和$4的Remember value(记住值)框。这样,这些参数将自动填充以前的盲孔加工设置。由于我们希望在不同的深度进行钻探,因此不会为参数$2选择Remember值,该参数是操作的模态Z值。由于Remember值未激活,字段$2将标记为*,并且最初为空。
如果钻孔程序以前运行过,现在通过单击图标调用宏“G81 drilling cycle”,您只需要在字段Z坐标(绝对值)中输入第一个所需的Z值10,然后单击“确定”。使用Z值16和20重复宏命令,所有其他字段将自动填充以前使用的值。那你就有你的盲孔了
大写
如果启用了“允许字母”选项,并且您希望使用大写字母书写,请选中此字段以使用户输入为大写。
如果要在文本中同时使用小写和大写,则必须选中此框。
参数
隐藏公式结果(在整个宏中)
选中此字段时,将隐藏“NC助手”宏公式的结果。
下载地址
- Pc版
CIMCO Edit 2023(数控编程软件) v23.01.10
本类排名
本类推荐









装机必备
换一批






















- 聊天
- qq电脑版
- 微信电脑版
- yy语音
- skype
- 视频
- 腾讯视频
- 爱奇艺
- 优酷视频
- 芒果tv
- 剪辑
- 爱剪辑
- 剪映
- 会声会影
- adobe premiere
- 音乐
- qq音乐
- 网易云音乐
- 酷狗音乐
- 酷我音乐
- 浏览器
- 360浏览器
- 谷歌浏览器
- 火狐浏览器
- ie浏览器
- 办公
- 钉钉
- 企业微信
- wps
- office
- 输入法
- 搜狗输入法
- qq输入法
- 五笔输入法
- 讯飞输入法
- 压缩
- 360压缩
- winrar
- winzip
- 7z解压软件
- 翻译
- 谷歌翻译
- 百度翻译
- 金山翻译
- 英译汉软件
- 杀毒
- 360杀毒
- 360安全卫士
- 火绒软件
- 腾讯电脑管家
- p图
- 美图秀秀
- photoshop
- 光影魔术手
- lightroom
- 编程
- python
- c语言软件
- java开发工具
- vc6.0
- 网盘
- 百度网盘
- 阿里云盘
- 115网盘
- 天翼云盘
- 下载
- 迅雷
- qq旋风
- 电驴
- utorrent
- 证券
- 华泰证券
- 广发证券
- 方正证券
- 西南证券
- 邮箱
- qq邮箱
- outlook
- 阿里邮箱
- icloud
- 驱动
- 驱动精灵
- 驱动人生
- 网卡驱动
- 打印机驱动











网友评论