
Altair Inspire Cast(铸造仿真工具)
v2020 免费版- 软件大小:2.10 GB
- 软件语言:简体中文
- 更新时间:2024-09-21
- 软件类型:国外软件 / 机械电子
- 运行环境:WinXP, Win7, Win8, Win10, WinAll
- 软件授权:免费软件
- 官方主页:https://www.altair.com.cn/inspire-cast/
- 软件等级 :
- 介绍说明
- 下载地址
- 精品推荐
- 相关软件
- 网友评论
Inspire Cast2020提供零件铸造仿真分析功能,可以在这款软件上仿真零件设计,可以在软件添加设计工艺,可以添加设计材料,可以添加零件,从而让设计师可以分析设备铸造过程可能出现的问题,结合软件提供的分析和计算功能就可以直观的查看铸造工艺数据,为改良零件铸造工艺提供数据参考,以后在设计零件和加工零件的时候就可以参考本软件提供的仿真模拟数据设计新零件,软件界面提供几何模型编辑,提供零件铸造菜单,需要就下载吧!

软件功能
铸件设计
为实现结合新型材料的崭新设计,设计师需要尽早对其设计进行评估。在设计早期便引入 Inspire Cast,即可在接受极少培训或无需培训的情况下通过仿真找到可能出现的问题。随着工艺的改良,Inspire Cast 提供的工艺深入研究及优化功能对于从早期设计到制造出来的整个产品开发周期来说均弥足珍贵。
实现工艺简化
对于铸造行业来说,通常首先要设计一项工艺,然后对其进行仿真。Inspire Cast 革新了这一该概念,帮助用户在兼顾其构思的同时推动工艺的改善。您可以利用虚拟的内浇口进行充填,预测可能出现缩孔的区域,并指导冒口的设计。金属芯重力铸造、砂芯重力铸造、熔模铸造、高压铸造、低压铸造和倾斜浇注工艺均可使用引导式模板来进行完善。
优化内浇口设计及位置
利用 Inspire Cast 可迅速轻松地进行内浇口仿真---只需选择尺寸和位置,Inspire Cast 即可自动生成内浇口。
多种铸造仿真模板
Inspire Cast 提供了一系列铸造模板,可用于模拟高压和低压模具铸造、重力金属芯和砂芯及熔模铸造。
快速计算
Inspire Cast 的求解器采用了并行处理技术,能够显著缩短计算时间。在普通工作站上,可以在几分钟内完成对大多数部件的求解
新版特色
Altair Inspire Cast 2020包括以下新功能和增强功能。
1、用户界面增强
Inspire Cast用户界面已针对2020年进行了更新,具有几个新主题,以及对选择和预高亮显示颜色的更改。如果您喜欢旧的背景主题,只需在“工作区>主题”下的“首选项”中选择“蓝色黄昏”。
2、Analysis Explorer增强功能
分析资源管理器允许您筛选结果,以便遮罩模型上结果大于指定值的区域。此外,“比例因子”选项已添加到动画设置窗口中。
3、仿真参数信息
用户现在可以在分析资源管理器中快速访问运行中使用的所有模拟设置。这包括有关组件、工艺参数、阶段、网格和模型的信息。
4、模具粗糙度
用户现在可以从三种表面光洁度中进行选择,以模拟液体和模具之间的摩擦。
使用方法
1、启动AltairInspireCast2020_win64.exe直接将主程序安装到电脑

2、设置软件的安装地址,软件默认安装在C盘,小编设置了D盘
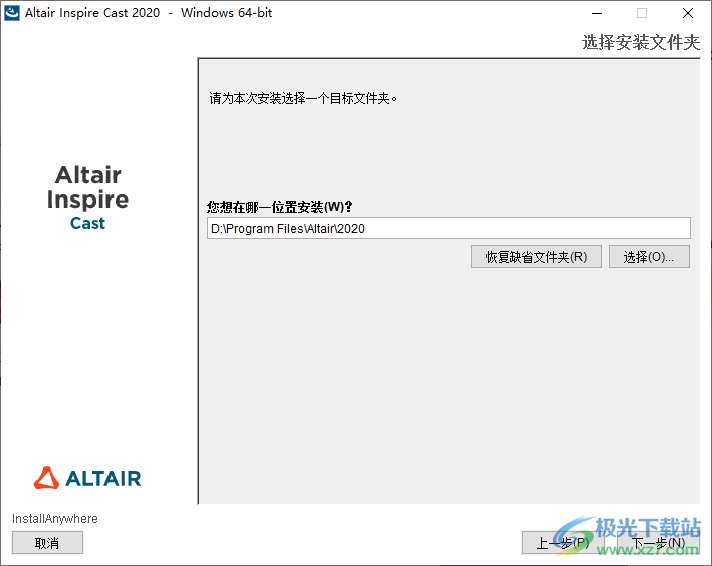
3、软件安装信息,需要7.42GB的空间,如果C盘不够就选择D盘

4、开始安装AltairInspireCast2020,等待软件安装到电脑
5、InspireCast2020已经成功安装,点击完成
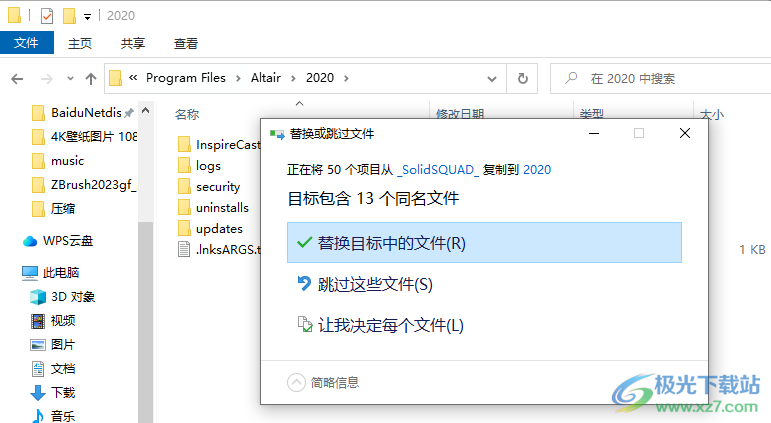
6、解压_SolidSQUAD_破解文件,复制里面的文件夹InspireCast2020到安装地址根目录替换同名文件夹
7、启动InspireCast2020就可以显示中文界面,可以开始设计模型
8、支持模型浏览器、属性编辑器、命令窗口、python窗口、显示所有隐藏所有
官方教程
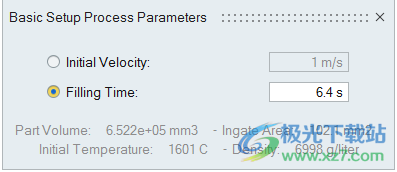
基本设置
定义快速、通用铸造工艺的参数。
1.单击“投射”选项卡。
2.单击“基本设置”图标。

3.选择“初始速度”或“填充” 时间。
工艺参数选项
初始速度 (m/s)
定义预定义浇口处的速度。
注意:
在重力铸造中,速度往往在 0.5-1.0 左右 米/秒。
在高压压铸中,速度往往在 灌装系统活塞浇口处为 2.0–5.0 m/s,30–40 m/s 在铸件门口。

填充时间(秒)
如果您已经计算了确切的填充时间,请选择此选项 您的过程是必需的。Inspire Cast 在内部将填充时间转换为速度。

重力过程
定义重力砂铸造或重力压铸工艺的参数。
地点:铸造色带

重力铸造是最常见的铸造工艺之一,因为它可用于生产 各种零件,从简单的齿轮和皮带轮到复杂的部件,例如 汽车发动机。该工艺使用消耗性砂型和永久性模具来 形成称为铸件的金属零件,几乎可以由任何合金制成。金属是 在熔炉中熔化,然后倒入模腔中。一旦铸件 凝固后,将其从模具中取出。重力铸造的变化包括 熔模铸造和倾斜浇注铸造。
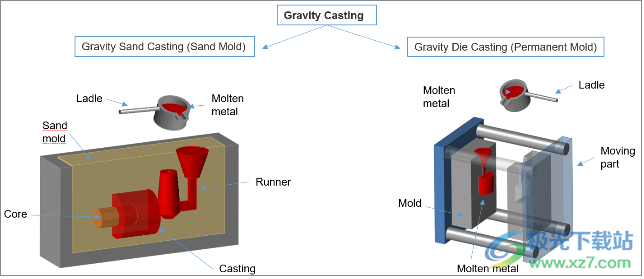
重力砂铸造在尺寸、形状和重量上几乎没有限制,花纹和 材料成本。但是,它通常不如压铸准确,并且具有较低的 由于模具的破坏而导致的生产率。重力砂铸造一般使用 黑色金属,如不锈钢、碳钢和铸铁。
重力压铸是一种永久性模具铸造,通常用于 生产小型、简单的金属零件,如齿轮、活塞和车轮。是的 与重力砂铸造类似,但具有永久性模具,使其成为更好的选择 产量高。重力压铸一般使用有色金属,例如 铝、镁和铜合金,尽管也可以铸造铁和钢零件 使用石墨模具。
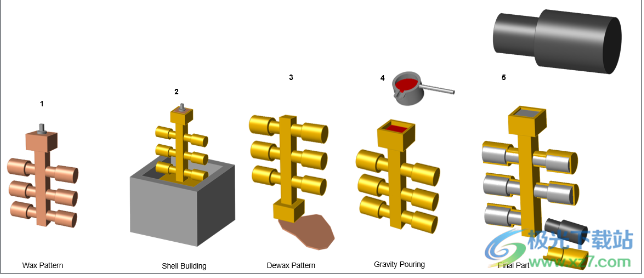
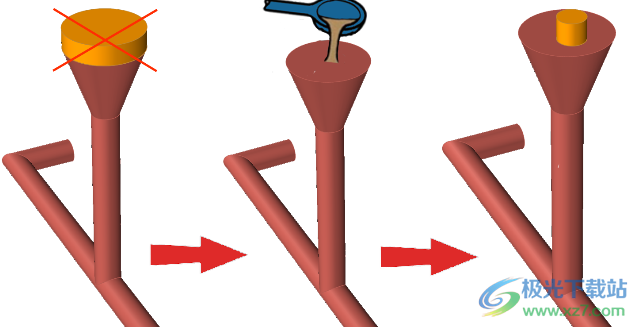
熔模铸造是一种铸造工艺,其中模具由蜡模制成, 如下:
1.蜡模是手动创建的,也可以通过在模具中注入蜡来创建。
2.陶瓷模具(投资)是通过浸渍蜡图案涂上涂层而制成的 它变成了沙子。
3.通过加热图案对壳模进行脱蜡。
4.熔融金属被钻入空心模具中。
5.敲除壳模以获得最终铸件。
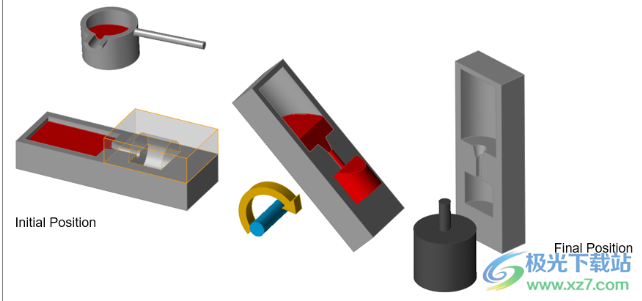
倾斜浇注是一种永久性模具工艺,其中模具水平放置 并在填充过程中逐渐直立倾斜,使其填充 控制方式,湍流低,流速适中。这种技术 补偿浇注过程开始时自由落体的影响,以及 有助于避免空气夹杂物。
定义重力过程参数
1.单击“投射”选项卡。
2.单击以选中“重力”图标。
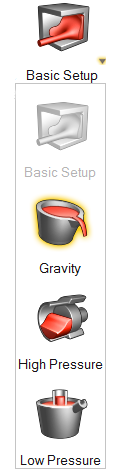
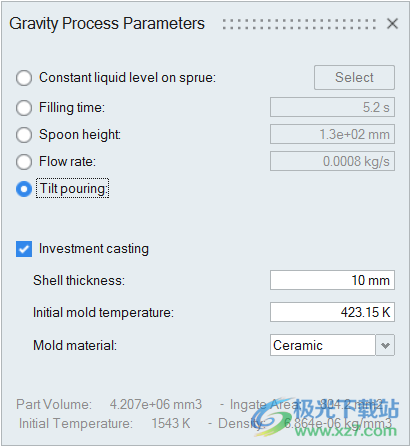
3.选择浇口上的恒定液位、填充时间、勺子高度、流速或倾斜度 倾倒。
注意:如果选择浇口上的恒定液位,则当 单击“选择”,然后可以选择 液位应保持恒定的浇口。
注意:如果选择“倾斜浇注”(Tilt Pouring),则会打开一个新对话框,显示 输入有关轮换的详细信息。
4.或者,您可以选择熔模铸造。
将模拟壳体模具,以便分析模具温度随时间的变化。
5.定义参数。
工艺参数选项
浇口上的液位恒定
选择此选项可在浇口上保持恒定的液位 在填充过程中。单击“选择”,然后单击 浇口上液位应保持恒定的点。这 在填充过程中,通过将入口区域调整为 使所选级别保持不变。
填充时间(秒)
如果您已经计算了确切的填充时间,请选择此选项 您的过程是必需的。Inspire Cast 在内部将填充时间转换为速度。

勺子高度 (mm)
当您有完全手动的钢包操作员时,请选择此选项。勺子 高度是液体时钢包与模具之间的距离 被倾倒。如果您不知道此值,请使用大约 10-30 毫米的值。 Inspire Cast 在内部计算 基于勺子高度的速度。

流量 (Kg/s)
流速是浇注的金属体积(以 Kg 为单位)除以填充物 时间(以秒为单位)。当使用 自动浇注钢包、底浇钢包、止动杆钢包等。

注意:浇口面积的大小会影响速度、勺子高度和流速。 为了模拟更逼真的浇注,我们建议您不要选择 定义浇口时浇口的整个面积。
倾斜浇注
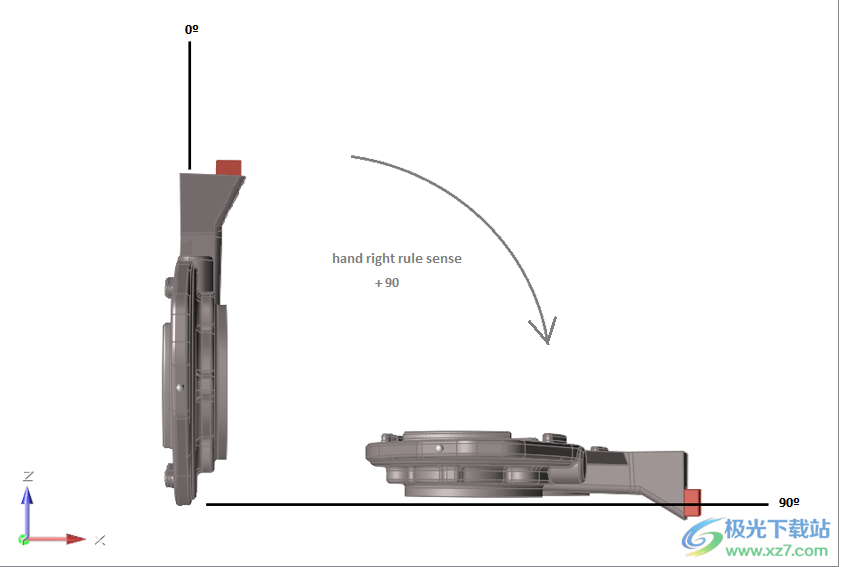
旋转轴
选择“X”、“Y”或“Z”以定义旋转轴。倾斜 旋转遵循与 XYZ 坐标轴相同的顺序;如果 您选择 Y 作为旋转轴,则 Z 将在 X 上旋转; 如果选择 Z,则 X 将在 Y 上旋转,依此类推。
移动
移动旋转中心。单击鼠标右键 返回到“倾斜浇注”参数。
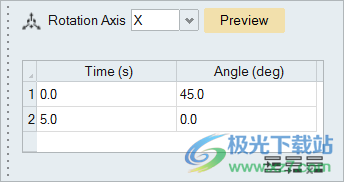
旋转工作台
在时间与角度表中输入值。要设置正数或 负角度,从最终检查旋转感 按照右手法则将位置调整到原始位置 以确定符号。
预览
单击“预览”以检查所选的旋转感是否正确。
铸
外壳厚度
由于熔模铸造中的模具只是一个薄壳,Inspire Cast 将为其使用虚拟网格 相反。输入熔模的壳体厚度 模拟其对零件的影响。
初始模具温度
在填充模具的那一刻输入壳体温度。
模具材料
在最常见的投资外壳模具材料中进行选择。
高压工艺
定义高压压铸工艺的参数。
地点:铸造色带

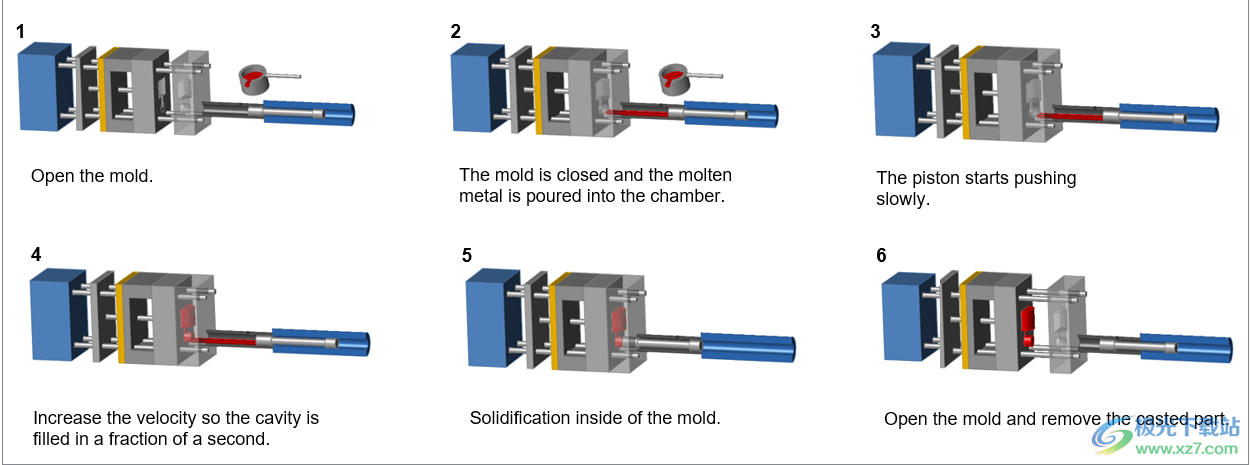
高压压铸使用机器将熔融金属注入永久性金属模具中 在高压下。这是制造具有高 精度,特别是薄壁的轻质零件,需要 一致的尺寸。需要高压才能完全填充模具并避免 铸造过程中的凝固。
高压压铸使用两种不同的速度。首先推动熔融金属 在低速(初始速度)下,以避免湍流和形成 泡沫。在材料进入模具之前,速度增加(第二阶段 速度),熔融金属被非常迅速地注入模具组件中以填充 它完全。
定义高压工艺参数
1.单击“投射”选项卡。
2.单击以选中高压图标。

3.通过选择“基本”(Basic) 来定义相变 设置或使用 Shot Sleeve。
工艺参数选项
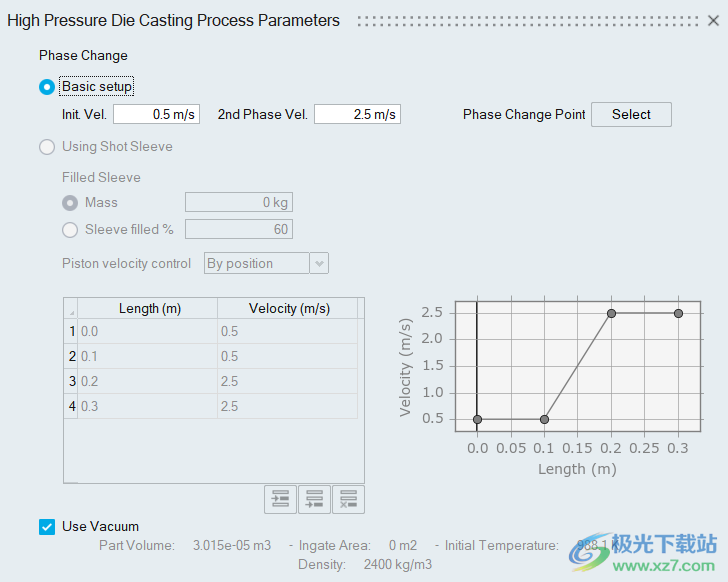
基本设置
初始速度 (m/s)
初始速度的典型值为 0.2–0.5 m/s。
第二相速度 (m/s)
第二相速度的典型值为 2.0–5.0 m/s。
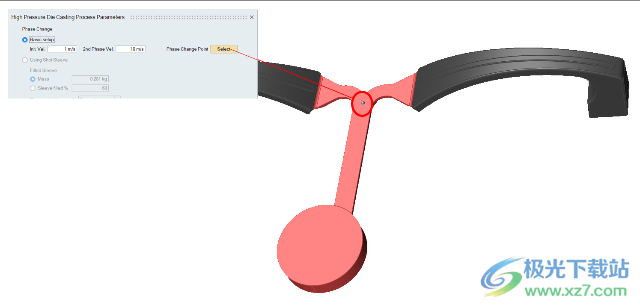
相变点
指定初始速度变为秒的速度的位置 相速度,单击“选择”,然后 然后单击运行器上的一个点。
提示:阶段 更改点需要在运行器上,在 材料进入模具。
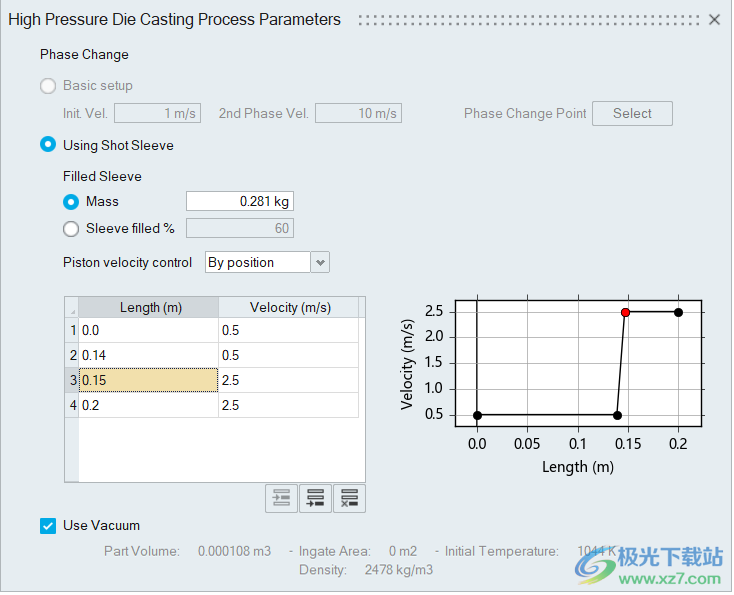
使用 Shot Sleeve
填充套筒
选择“质量”(Mass) 以定义 在活塞射套筒中引入的金属以公斤或套筒填充%进入 浇注后活塞射丸填充的百分比 液体在。
注意:默认情况下,Mass 将 是所选零件的体积加上 跑步者。
活塞速度控制
选择“按位置”或“按” 时间,并定义活塞速度 轮廓。
按位置允许您 选择液体时的第一和第二速度 到达注射套筒上的选定位置。这 最终位置将根据 设计的注射套筒长度。
由 时间允许您选择第一个和 第二活塞速度相对于填充物 时间。
您可以在表格中输入值或编辑 图表上的点。点击

进入 在选定的数据点后添加新行,添加新行 在最后一个数据点之后,或删除所选行。
使用真空吸尘器
启用以在模拟中使用真空。

下载地址
- Pc版
Altair Inspire Cast(铸造仿真工具) v2020
本类排名
本类推荐








装机必备
换一批






















- 聊天
- qq电脑版
- 微信电脑版
- yy语音
- skype
- 视频
- 腾讯视频
- 爱奇艺
- 优酷视频
- 芒果tv
- 剪辑
- 爱剪辑
- 剪映
- 会声会影
- adobe premiere
- 音乐
- qq音乐
- 网易云音乐
- 酷狗音乐
- 酷我音乐
- 浏览器
- 360浏览器
- 谷歌浏览器
- 火狐浏览器
- ie浏览器
- 办公
- 钉钉
- 企业微信
- wps
- office
- 输入法
- 搜狗输入法
- qq输入法
- 五笔输入法
- 讯飞输入法
- 压缩
- 360压缩
- winrar
- winzip
- 7z解压软件
- 翻译
- 谷歌翻译
- 百度翻译
- 金山翻译
- 英译汉软件
- 杀毒
- 360杀毒
- 360安全卫士
- 火绒软件
- 腾讯电脑管家
- p图
- 美图秀秀
- photoshop
- 光影魔术手
- lightroom
- 编程
- python
- c语言软件
- java开发工具
- vc6.0
- 网盘
- 百度网盘
- 阿里云盘
- 115网盘
- 天翼云盘
- 下载
- 迅雷
- qq旋风
- 电驴
- utorrent
- 证券
- 华泰证券
- 广发证券
- 方正证券
- 西南证券
- 邮箱
- qq邮箱
- outlook
- 阿里邮箱
- icloud
- 驱动
- 驱动精灵
- 驱动人生
- 网卡驱动
- 打印机驱动



网友评论